






日前,美國大型增材制造(LSAM)設(shè)備供應(yīng)商Thermwood公司對(duì)其最新開發(fā)的熔芯部件進(jìn)行了初步測(cè)試,每小時(shí)能打印570磅材料,設(shè)備產(chǎn)能大幅提升。
Thermwood公司的打印頭能夠兼容各個(gè)型號(hào)的熔芯部件。熔芯包含進(jìn)料室、擠出頭和聚合物熔融泵三部分,決定著打印速度的快慢。標(biāo)準(zhǔn)的40mm熔芯每小時(shí)的最大給料量在190-210磅之間,相當(dāng)于標(biāo)準(zhǔn)給料截面(0.83”x0.20”)條件下,每分鐘出料40-50英尺,具體輸出量因樹脂種類而異。新型60mm熔芯已經(jīng)對(duì)不同聚合物進(jìn)行了測(cè)試,打印速度為每小時(shí)480-570磅,相當(dāng)于每分鐘出料100英尺。
輸出量增大意味著可以用大多數(shù)的聚合物打印出250英尺高的堆層,這將為3D打印工藝開創(chuàng)嶄新的應(yīng)用領(lǐng)域。
通過Thermwood公司開發(fā)的室溫“連續(xù)冷卻”打印工藝,每層的生產(chǎn)周期只取決于所打印樹脂冷卻到合適溫度并開始下一層打印需要的時(shí)間。
只有在適當(dāng)?shù)臏囟确秶鷥?nèi),樹脂才能完全固化的,且結(jié)構(gòu)無孔洞。打印頭的輸出量決定了在上層打印材料冷卻的過程中能夠打印多少新材料。大的打印頭意味著能夠打印更大的部件,而不代表打印速度更快。
“這一新進(jìn)展為增材制造開辟了新天地,”Thermwood創(chuàng)始人、總裁兼CEO Ken Susnjara說。“這是迄今為止我們?nèi)〉玫淖畲蟮募夹g(shù)進(jìn)步,現(xiàn)在我們能夠生產(chǎn)過去不敢想象的部件。”
例如,Thermwood公司最近剛發(fā)布的垂直打印設(shè)備,它能夠打印跟設(shè)備一樣長(zhǎng)的部件。在該設(shè)備打印過程中,堆層是沿著部件長(zhǎng)度方向堆疊的。這對(duì)于在室溫或低溫條件下打印的夾具和模具很有效,但對(duì)于熱壓釜模具等高溫部件,在堆層方向的熱膨脹能夠達(dá)到打印頭給料方向的20倍。因此,打印較長(zhǎng)工具時(shí)需要讓坯料沿長(zhǎng)度方向行進(jìn)。然而,即使是Thermwood現(xiàn)有產(chǎn)品中的最大型號(hào)——每小時(shí)能給料200磅的打印頭也不能滿足生產(chǎn)的需求。
新熔芯的打印速度,即使在處理高溫材料時(shí),也可以保證給料方向與工具的長(zhǎng)度方向一致,甚至是工具長(zhǎng)度與設(shè)備臺(tái)面等長(zhǎng)的情況。
除了最大速度,每臺(tái)熔芯還設(shè)定了連續(xù)打印的最小速度。當(dāng)部件長(zhǎng)度小于最小速度對(duì)應(yīng)的給料長(zhǎng)度時(shí),需將打印頭移動(dòng)至“Hot Hold”區(qū)域,在這里打印頭以較慢的維護(hù)速度行進(jìn),從而實(shí)現(xiàn)慢速給料,直到達(dá)到要求的冷卻時(shí)間。這樣做不僅浪費(fèi)材料,同時(shí)也意味著大型的熔芯并不適合所有的情況。因?yàn)?,很多的工裝和模具相對(duì)于剛開發(fā)的新熔芯實(shí)在是太小了。
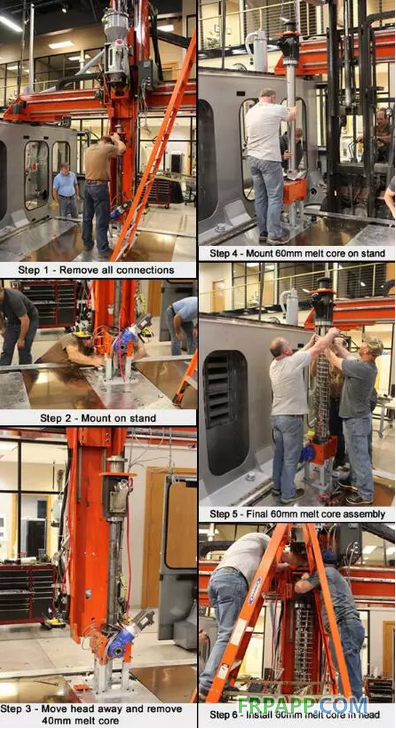
如果用戶在一臺(tái)設(shè)備上需要采用不同尺寸的部件,熔芯能夠被輕松方便地更換。










 京ICP備14000539號(hào)-1
京ICP備14000539號(hào)-1