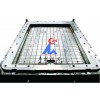
火車洗面盆模具
火車洗面盆模具 沖頭之側(cè)壓對(duì)策沖壓加工時(shí)沖頭左右承受均等之荷重是最佳理想 (即側(cè)壓為零) 狀態(tài)��,沖頭承受側(cè)向壓力時(shí)將使上模與下模產(chǎn)生橫方向之偏移���,造成模具間隙之部份變大或變小 (間隙不均勻) 及無(wú)法得到良好精度的沖壓加工。有關(guān)沖頭之側(cè)壓對(duì)策有下列方法:(A).改變加工方向����,(B).單側(cè)加工 (沖切�����、彎曲��、引伸等) 之制品宜采兩排布列方式���,(C).沖頭或凹模裝設(shè)側(cè)壓擋塊,切刃之側(cè)面設(shè)有導(dǎo)引部 (尤其是切斷及分?jǐn)嗉庸?��。
























 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)