






盡管許多復(fù)合材料用戶會(huì)使用碳纖維,但不少人卻不了解碳纖維的制造方法,因?yàn)樘祭w維生產(chǎn)商會(huì)對(duì)自己產(chǎn)品的生產(chǎn)方式保守秘密。每個(gè)生產(chǎn)商的碳纖維都與其競(jìng)爭(zhēng)對(duì)手的產(chǎn)品不同,而賦予每個(gè)品牌標(biāo)志性特征的加工細(xì)節(jié)則被認(rèn)為是知識(shí)產(chǎn)權(quán)。



眾所周知,碳纖維的制造過程既困難又昂貴。建設(shè)一條世界一流的生產(chǎn)線以及設(shè)備組裝需要大量資本,僅設(shè)備一項(xiàng)就至少需要2500萬(wàn)美元,并且最多可能需要兩年的時(shí)間才能投入運(yùn)行。因此,實(shí)際的成本可能更高。
例如總部位于東京的三菱人造絲有限公司(MRC)計(jì)劃對(duì)大竹生產(chǎn)設(shè)施計(jì)劃投資1億美元,建筑總面積為87.4萬(wàn)平方米,為期三年,通過擴(kuò)建以后,該生產(chǎn)線每年可生產(chǎn)多達(dá)9,072噸碳纖維。截止目前,全球PAN基碳纖維領(lǐng)先的生產(chǎn)商僅僅為十幾家。
金屬材料具有均質(zhì)特性,并且具有符合既定標(biāo)準(zhǔn)的特性,也就是說(shuō)每個(gè)生產(chǎn)商生產(chǎn)的P20鋼性能接近,并可以與其他生產(chǎn)商互換。但是,碳纖維生產(chǎn)商生產(chǎn)的產(chǎn)品相似但不相同,如碳纖維的拉伸模量、拉伸強(qiáng)度、壓縮強(qiáng)度和疲勞強(qiáng)度等各不相同。
PAN基碳纖維現(xiàn)可提供低模量(<32 Msi)、標(biāo)準(zhǔn)模量(33至36 Msi)、中模量(40至50 Msi)、高模量(50至70 Msi) )和超高模量(70至140 Msi)等規(guī)格。碳纖維作為束絲,按照絲束規(guī)格,其產(chǎn)品范圍從1K到350K(1K等于1,000根細(xì)絲,直徑范圍從5到10微米),此外產(chǎn)品的碳含量和表面處理/上漿類型也不同。
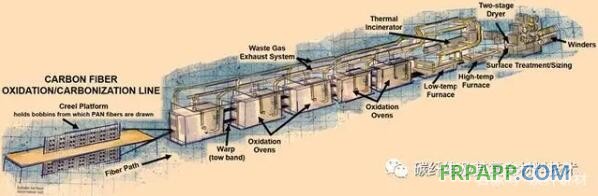
就制造工藝而言,用最簡(jiǎn)單的話說(shuō),碳纖維是通過惰性氣體中在高于982°C / 1800°F的溫度下熱解有機(jī)前體纖維而制成的。然而,碳纖維制造是一項(xiàng)復(fù)雜的工作,需要經(jīng)歷聚合和紡絲、氧化(也稱為穩(wěn)定化)、碳化(制備高模量碳纖維時(shí)需要增加石墨化工藝)、表面處理和上漿。
聚合工藝
該過程始于稱為前驅(qū)體的聚合物原料,如今,約有10%的碳纖維是由人造絲或?yàn)r青前驅(qū)體制成的,而絕大部分由聚丙烯腈(PAN)衍生而來(lái),后者是由丙烯腈制成的,而丙烯腈則是由商品化學(xué)品丙烯和氨氣衍生而來(lái)的。本文主要介紹了PAN基碳纖維制造流程。
長(zhǎng)期以來(lái),通過將PAN轉(zhuǎn)換為碳纖維一直對(duì)生產(chǎn)商構(gòu)成挑戰(zhàn),因?yàn)樘祭w維生產(chǎn)商的大部分投資都花在了前驅(qū)體上,而成品碳纖維的質(zhì)量也直接取決于前驅(qū)體的質(zhì)量。通常,前驅(qū)體配制以丙烯腈單體開始,其在反應(yīng)器中與增塑的丙烯酸共聚單體和催化劑,如衣康酸、二氧化硫酸、硫酸或甲基丙烯酸結(jié)合,連續(xù)攪拌會(huì)混合成分,確保黏度和純度,并引發(fā)丙烯腈分子結(jié)構(gòu)內(nèi)自由基的形成。這種變化導(dǎo)致聚合反應(yīng)即化學(xué)過程,該過程產(chǎn)生可形成丙烯酸纖維的長(zhǎng)鏈聚合物。
紡絲工藝
PAN纖維是通過稱為濕法紡絲的方法形成的。將濃液浸入液體凝結(jié)浴中,并通過由貴金屬制成的噴絲頭中的孔擠出,噴絲孔與PAN纖維的所需長(zhǎng)絲數(shù)相匹配(例如12K碳纖維為12,000個(gè)孔)。濕紡纖維通過水洗牽伸以除去過量的凝結(jié)劑,然后干燥并拉伸以繼續(xù)提高PAN聚合物的取向。
濕法紡絲的一種替代工藝是被稱為干噴/濕法紡絲的混合工藝,該工藝在纖維和凝固浴之間會(huì)存在空氣段,從而產(chǎn)生光滑的圓形PAN纖維。PAN前驅(qū)體纖維的最后一道工藝是上油,可防止絲束發(fā)生黏連,隨后卷繞成型。
氧化
預(yù)氧化處理是碳纖維制備流程中耗時(shí)最長(zhǎng)的一道工序,氧化爐溫度范圍為392°F至572°F(200°C至300°C)。該過程將空氣中的氧氣分子與PAN纖維結(jié)合在一起,并使聚合物鏈開始交聯(lián),這會(huì)使纖維密度從1.18 g/cc增加到高達(dá)1.38 g/cc。
為了避免PAN纖維放熱失控(氧化過程中釋放的總放熱能量估計(jì)為2,000 kJ/kg,會(huì)造成火災(zāi)隱患),預(yù)氧化爐制造商使用多種氣流設(shè)計(jì)來(lái)幫助散熱和控制溫度。
氧化時(shí)間會(huì)根據(jù)前驅(qū)體纖維的化學(xué)反應(yīng)而變化,通常而言需要60到120分鐘的時(shí)間,每條生產(chǎn)線需要4到6個(gè)烘箱,烘箱堆疊起來(lái)可以提供兩個(gè)加熱區(qū)。氧化后的PAN纖維包含約50%至65%的碳分子,其余部分為氫、氮和氧的混合物。
碳化
碳化反應(yīng)在專門設(shè)計(jì)炭化爐內(nèi)進(jìn)行,并且需要惰性(無(wú)氧)氣氛保護(hù)。在沒有氧氣的情況下,只有非碳分子包括氰化氫和其他VOC(穩(wěn)定期間以40至80 ppm的濃度生成)和微粒被除去,并從高溫爐內(nèi)排出,隨后在環(huán)境控制的焚化爐中進(jìn)行后處理。
在碳化過程中必須施加一定牽伸張力,從而可以優(yōu)化碳分子的結(jié)晶,以生產(chǎn)出含碳量超過90%的碳纖維。碳纖維與高模碳纖維(又稱“石墨纖維”)區(qū)別在于,前者是在約1315°C/2400°F下碳化的纖維,其碳含量為93%至95%,而后者在1900-2480°C(3450-4500°F)時(shí)被石墨化,碳元素含量超過99%。
高模量和超高模量碳纖維成本相對(duì)較高的部分原因是停留時(shí)間的長(zhǎng)短和高溫爐中必須達(dá)到的溫度。預(yù)氧化處理時(shí)間以小時(shí)為單位,但碳化時(shí)間要短一個(gè)數(shù)量級(jí),以分鐘為單位。纖維經(jīng)過碳化后,重量會(huì)顯著下降,并使直徑縮小。
表面處理及上漿
除前驅(qū)體纖維外,表面處理最能使一個(gè)供應(yīng)商的產(chǎn)品與競(jìng)爭(zhēng)對(duì)手的產(chǎn)品區(qū)分開?;w樹脂和碳纖維之間的粘合性對(duì)于增強(qiáng)復(fù)合材料至關(guān)重要,而在制造碳纖維的過程中,表面處理目的是增強(qiáng)這種粘合性。生產(chǎn)商會(huì)采用不同的處理方法,處理后纖維表面活性增加,從而提高可用于界面纖維/基體粘結(jié)的表面積,并添加反應(yīng)性化學(xué)基團(tuán)如羧基等。
隨后的工序是上漿處理,一般上漿劑占碳纖維重量的0.5%至5%,可在處理和加工(例如編織)過程中保護(hù)碳纖維成為中間產(chǎn)品。上漿還可以將細(xì)絲束縛在各個(gè)絲束中,以減少起毛,提高可加工性并增加纖維與基體樹脂之間的界面剪切強(qiáng)度。上漿干燥結(jié)束后,漫長(zhǎng)的碳纖維制備過程就完成了,單個(gè)的絲束分離出來(lái)然后纏繞到筒管上。










 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)