






公司介紹
惠柏新材料擁有環(huán)氧樹脂行業(yè)多年的研發(fā)經(jīng)驗(yàn)和技術(shù)基礎(chǔ),致力于新能源材料領(lǐng)域的發(fā)展,深入了解市場(chǎng)需求,為客戶量身打造適合的產(chǎn)品和解決方案!
隨著人類社會(huì)的發(fā)展,能源消耗量的增加,能源短缺和環(huán)境污染是人類長(zhǎng)期面臨的難題,發(fā)展新能源與新材料已經(jīng)成為當(dāng)今人類社會(huì)極為重要的目標(biāo),而新材料將是未來人類生活的物質(zhì)基礎(chǔ),材料創(chuàng)新促進(jìn)了技術(shù)的發(fā)展和產(chǎn)業(yè)的升級(jí),更是推動(dòng)人類文明進(jìn)步的重要?jiǎng)恿Α?/div>


 合作伙伴
合作伙伴





惠柏新材的解決方案是針對(duì)已體現(xiàn)出的、甚至預(yù)期的問題、不足、缺陷、需求等等,并且確保有效的執(zhí)行。惠柏新材的解決方案和執(zhí)行是互相交織影響的,將執(zhí)行的效果及時(shí)反饋,并對(duì)原方案做出修正性的參考和建議,打造最合適的解決方案。
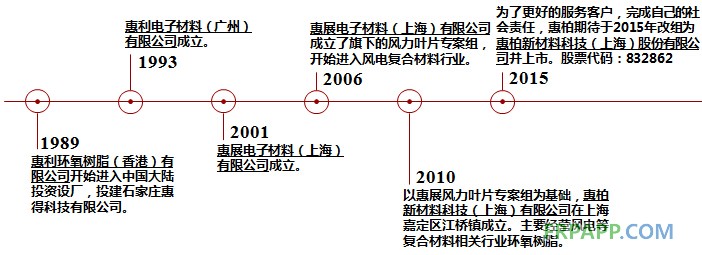
公司歷程
惠利集團(tuán)長(zhǎng)期專注于環(huán)氧樹脂相關(guān)行業(yè)
在中國(guó)大陸服務(wù)歷史超過25年
我們的期望
打破國(guó)外技術(shù)壟斷,引進(jìn)國(guó)外技術(shù)提升我國(guó)資源
推動(dòng)材料演變的推手
我們有著改變并推動(dòng)中國(guó)制造向中國(guó)創(chuàng)造轉(zhuǎn)型的使命!
為客戶打造最合適的解決方案
HP-RTM工藝研究進(jìn)展
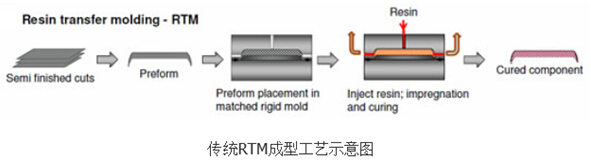
RTM工藝發(fā)展歷史
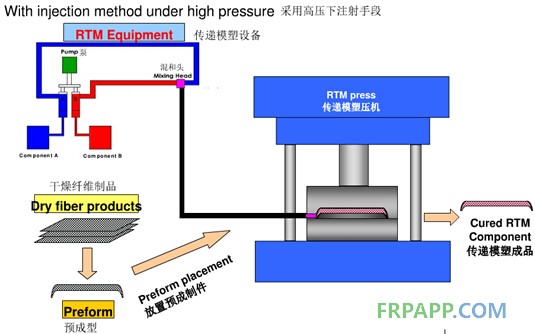
RTM(ResinTransfer Molding)是樹脂傳遞模塑成型的簡(jiǎn)稱。它是將樹脂注入預(yù)先鋪設(shè)有增強(qiáng)材料和預(yù)置嵌件的密閉模具內(nèi),經(jīng)浸漬和固化,得到復(fù)合材料制品。RTM工藝起源于20世紀(jì)50年代的冷模澆鑄工藝,至今已有50多年的歷史,由于其具有產(chǎn)品質(zhì)量好、生產(chǎn)效率高、設(shè)備及模具投資小,易于生產(chǎn)整體復(fù)合材料構(gòu)件等突出特點(diǎn)得到了迅速發(fā)展,可應(yīng)用于汽車、建筑、體育用品、航空航天及醫(yī)院器件等領(lǐng)域,能規(guī)?;a(chǎn)出高品質(zhì)復(fù)合材料制品。
RTM工藝優(yōu)點(diǎn)
RTM工藝主要有三個(gè)優(yōu)點(diǎn):
第一,可制造高質(zhì)量、高精度、低孔隙率、高纖維含量的構(gòu)件;
第二,無需膠衣也可制備內(nèi)外表面光滑的制品,生產(chǎn)效率相對(duì)高;
第三,閉模操作,污染小。
RTM工藝用樹脂要滿足以下幾個(gè)要求:
第一,室溫或工作溫度下具有低粘度(200-600mPa.s)及一定的貯存期;
第二,樹脂對(duì)增強(qiáng)材料具有良好的浸潤(rùn)性、匹配性及粘附性;
第三,樹脂體系不含溶劑,固化時(shí)無低分子物析出;固化時(shí)發(fā)熱量少;
第四,樹脂從凝膠化、固化到脫模時(shí)間短,收縮率低以保證制品尺寸準(zhǔn)確;
第五,樹脂在固化溫度下具有良好的反應(yīng)性,且后處理溫度低。
然而,由于模具設(shè)計(jì)不當(dāng)、原材料性能欠佳或用量不合理及工藝參數(shù)選擇不合理等因素,使用 RTM工藝成型也面臨著諸多問題和挑戰(zhàn)。一方面,RTM工藝樹脂注射壓力較低,只有0.1-2MPa,而更高的注射壓力會(huì)導(dǎo)致預(yù)成型件中的纖維扭曲和變形;另一方面,纖維預(yù)成型體的滲透性嚴(yán)重影響注射時(shí)間,而復(fù)雜形狀預(yù)成型體的浸漬則需要更多的時(shí)間;此外,對(duì)注射時(shí)間的需求不允許快速固化樹脂體系的使用,而較長(zhǎng)注射和固化時(shí)間將導(dǎo)致總的循環(huán)周期大大延長(zhǎng),生產(chǎn)效率降低。
HP-RTM工藝簡(jiǎn)介及優(yōu)點(diǎn)
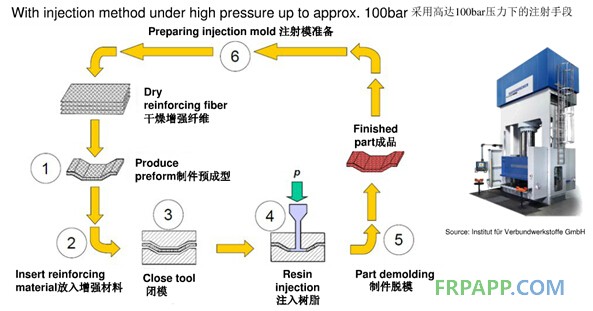
為了解決目前RTM工藝方面存在的生產(chǎn)效率低、產(chǎn)品精度不高、孔隙率高等不足,高壓樹脂傳遞模塑工藝(High Pressure Resin Transfer Molding)應(yīng)運(yùn)而生。HP-RTM工藝技術(shù)是近年來推出的一種應(yīng)對(duì)大批量生產(chǎn)高性能熱固性復(fù)合材料零件的新型RTM工藝技術(shù)。它采用預(yù)成型件、鋼模,真空輔助排氣,高壓混合注射和在高壓下完成樹脂對(duì)纖維的浸漬和固化的工藝,實(shí)現(xiàn)低成本、短周期(大批量)、高質(zhì)量生產(chǎn)。
相比較傳統(tǒng)RTM,HP-RTM工藝具有以下幾個(gè)優(yōu)點(diǎn):
第一,充???、浸潤(rùn)效果好,顯著減少了氣泡,降低了孔隙率;
第二,使用高活性樹脂,縮短了生產(chǎn)周期,工藝穩(wěn)定性和可重復(fù)性高;
第三,使用內(nèi)脫模劑和自清潔系統(tǒng),制件表面效果優(yōu)秀,厚度和形狀偏差小。因此HP-RTM工藝可實(shí)現(xiàn)低成本、短周期(大批量)、高質(zhì)量生產(chǎn)。
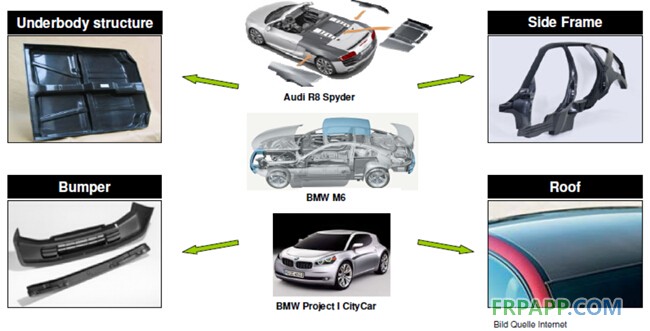
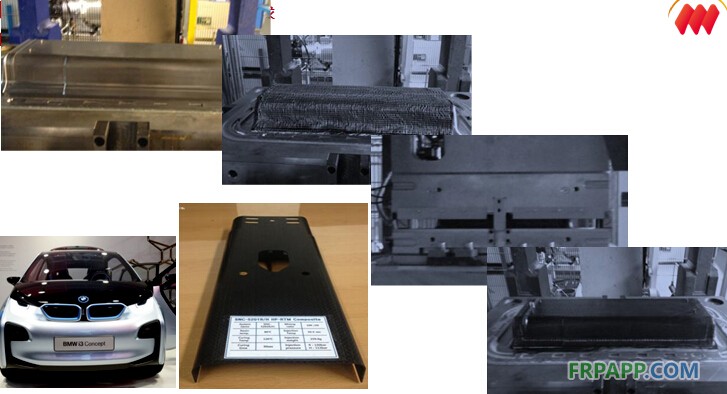
目前采用HP-RTM工藝制作的寶馬i3車身Life模塊結(jié)構(gòu)已經(jīng)得到了市場(chǎng)的驗(yàn)證,并指引了汽車工業(yè)的發(fā)展方向。
實(shí)際案例
HP-RTM零件生產(chǎn)工藝流程
HP-RTM工藝細(xì)分流程
HP-RTM工藝整體工藝Model
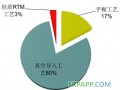
復(fù)合材料工藝對(duì)比
CFRP零件總成本中,制造成本占70%~80%,材料成本只約占20%。降低CFRP零件成本,除了降低原材料成本以外,重點(diǎn)在降低制造成本,降低制造成本關(guān)鍵是采用先進(jìn)的大批量、高質(zhì)量、低成本的生產(chǎn)工藝和工藝生產(chǎn)線。從設(shè)計(jì)開始,所有工藝流程、材料、設(shè)備和工裝的開發(fā)均以實(shí)現(xiàn)大批量生產(chǎn) CFRP部件為前提,包括員工的培訓(xùn)。寶馬公司碳纖維部件的成型時(shí)間,以前需要兩個(gè)小時(shí),現(xiàn)在能夠控制在10分鐘內(nèi),最終目標(biāo)是3分鐘一件。
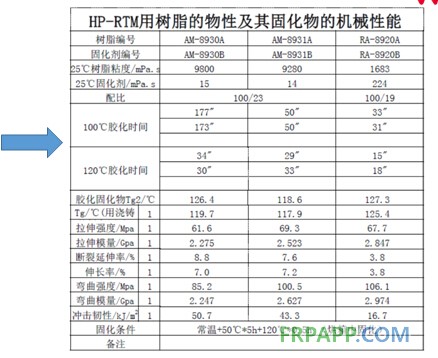
HP-RTM對(duì)快速固化環(huán)氧樹脂要求
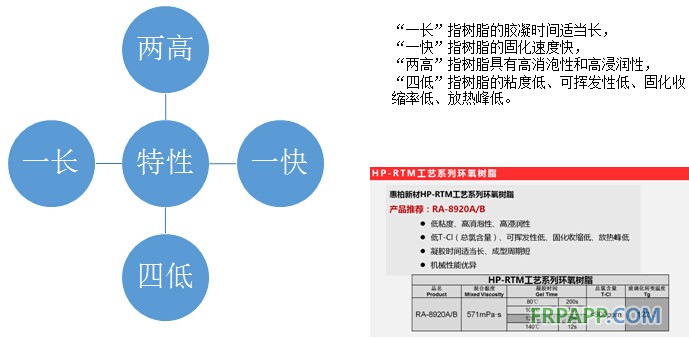
HP-RTM工藝用環(huán)氧樹脂需要具備哪些特性
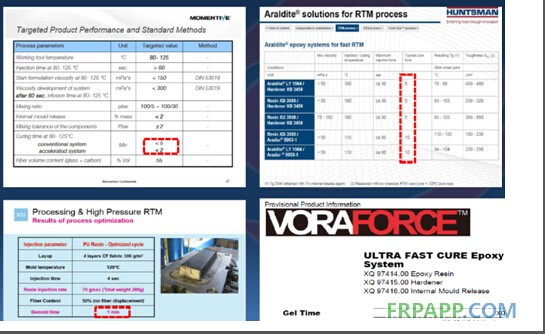
各公司樹脂性能參數(shù)對(duì)比
惠柏新材在HP-RTM工藝上的努力
惠柏新材在CFRP新能源汽車上的努力
惠柏新材HP-RTM工藝用樹脂體系
- 下一篇:如何快速獲得鏡面效果
- 上一篇:如何提高RTM制品膠衣的表面質(zhì)量







 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)