






本文就汽車(chē)復(fù)合材料的涂裝、連接、維修和回收等四大應(yīng)用技術(shù)問(wèn)題進(jìn)行探討,以期拋磚引玉。

復(fù)合材料應(yīng)用于汽車(chē)行業(yè)最早開(kāi)始于1953年,近年來(lái),復(fù)合材料在汽車(chē)行業(yè)應(yīng)用中保持著持續(xù)增長(zhǎng)的發(fā)展勢(shì)頭,并且這個(gè)趨勢(shì)還將繼續(xù)朝著向上方向發(fā)展。復(fù)合材料的用量之所以會(huì)在汽車(chē)行業(yè)中持續(xù)增長(zhǎng),是因?yàn)閺?fù)合材料具備了許多優(yōu)秀的性能,如:強(qiáng)度高、重量輕、耐腐蝕,并且與鋁材和鋼材相比,加工成本更低、設(shè)計(jì)的靈活性更強(qiáng)、更容易成型等等??傊?,復(fù)合材料是汽車(chē)行業(yè)替代金屬材料的一個(gè)很好的可選項(xiàng)。然而,事實(shí)上在汽車(chē)制造領(lǐng)域,其制作材料并沒(méi)有完全直接從金屬材料轉(zhuǎn)換到復(fù)合材料,尤其在大批量生產(chǎn)的汽車(chē)方面,復(fù)合材料的應(yīng)用還是很有限的,這是因?yàn)橛性S多和復(fù)合材料使用相關(guān)的技術(shù)問(wèn)題仍然沒(méi)有很好地得到解決,其中包括準(zhǔn)確的材料定性、生產(chǎn)、油漆、維修、和金屬材料的連接以及回收等問(wèn)題。盡管近年來(lái)世界上復(fù)合材料的新材料、新工藝和新技術(shù)不斷涌現(xiàn),從而在很大程度上使上述問(wèn)題得到了改善,促進(jìn)了復(fù)合材料在各類(lèi)汽車(chē)中的廣泛應(yīng)用,但也不能否認(rèn)復(fù)合材料在汽車(chē)上的廣泛應(yīng)用特別是在中國(guó)汽車(chē)行業(yè)真正廣泛應(yīng)用仍然存在應(yīng)用技術(shù)方面的各類(lèi)問(wèn)題,這需要我們?nèi)リP(guān)注,去研究,去探討,去實(shí)踐。
汽車(chē)復(fù)合材料的涂裝
在汽車(chē)工業(yè)中,汽車(chē)車(chē)身的外表油漆質(zhì)量是整車(chē)質(zhì)量最重要的指標(biāo)之一,因?yàn)檐?chē)身油漆表面不僅起到保護(hù)車(chē)廂不被腐蝕的作用而且對(duì)汽車(chē)美化外觀(guān)有著十分重要的影響。因此,盡管汽車(chē)生產(chǎn)主機(jī)廠(chǎng)承認(rèn)復(fù)合材料與傳統(tǒng)的金屬相比具有種種的優(yōu)點(diǎn),但是他們對(duì)于復(fù)合材料經(jīng)噴涂后的表面是否具有同金屬表面一樣的質(zhì)量,仍持保留態(tài)度。事實(shí)上,復(fù)合材料在汽車(chē)車(chē)身面板方面使用中所遇到的一個(gè)最大的挑戰(zhàn)就是:復(fù)合材料經(jīng)涂裝后產(chǎn)生的瑕疵。
我們以復(fù)合材料在汽車(chē)車(chē)身面板方面使用最多的片狀模塑料SMC部件為例,SMC車(chē)身部件在涂裝后通常會(huì)產(chǎn)生很多的表面瑕疵,例如:針眼、氣孔、裂紋、氣泡等,尤其在車(chē)身面板的邊緣區(qū)域氣泡情況較為嚴(yán)重。為了彌補(bǔ)這些缺陷,減少不合格產(chǎn)品率,提高部件的表面質(zhì)量,國(guó)內(nèi)生產(chǎn)廠(chǎng)家目前是通過(guò)大量的涂裝后修補(bǔ)手段如破泡、打磨、填膩?zhàn)?、拋光等?lái)加以改進(jìn),然后再按通常的涂裝工藝進(jìn)行表面再涂裝。這樣做的結(jié)果雖然減少了不合格品率,但增加了大量的后修補(bǔ)工序和再涂裝使生產(chǎn)成本大幅上升,另外也限制了SMC在A級(jí)車(chē)身面板上的應(yīng)用。
SMC車(chē)身面板在涂裝后產(chǎn)生表面油漆瑕疵和起泡的原因絕大部分都?xì)w因于基質(zhì)中的微小孔隙和微裂紋。而這些微小孔隙和微裂紋常常是在生產(chǎn)及搬運(yùn)過(guò)程中不注意人為形成的,例如從部件的模壓到脫模到除邊的過(guò)程,以及從部件的包裝到運(yùn)輸?shù)倪^(guò)程,我們經(jīng)常會(huì)發(fā)現(xiàn),在部件的邊緣部分會(huì)產(chǎn)生許多微裂紋。正是這些看似微不足道的微小孔隙和微裂紋,在油漆噴涂過(guò)程中積聚了空氣中的水分和油漆中揮發(fā)性溶劑,當(dāng)油漆后的SMC部件通過(guò)烘箱高溫烘烤時(shí),水分和溶劑膨脹蒸發(fā)變成氣泡逸出,造成已噴完漆的部件表面起泡或氣泡破裂變成氣孔、針眼等油漆瑕疵。
就SMC部件在涂裝后產(chǎn)生的表面瑕疵,目前國(guó)外復(fù)合材料行業(yè)主要的做法是消除微孔隙和微裂紋,從根夲上杜絕產(chǎn)生油漆表面瑕疵的根源,收到了很好的效果,主要有以下幾方面的措施:
1、生產(chǎn)高強(qiáng)度、高韌性SMC樹(shù)脂。
近年來(lái),美國(guó)AOC公司和ThyssenkruppBudd公司聯(lián)合起來(lái)開(kāi)發(fā)了Atryl®TCA一種新的SMC樹(shù)脂。這種SMC樹(shù)脂強(qiáng)度高,生產(chǎn)出的部件可減少50%的表面波痕(與傳統(tǒng)的SMC表面相比),并增加了69%的韌性(與傳統(tǒng)的SMC樹(shù)脂相比)。由于具有這些性能,可顯著地阻止在脫模過(guò)程及脫模后微裂紋的產(chǎn)生,這樣即使在重要的邊緣區(qū)域也不會(huì)產(chǎn)生微裂紋。
2.加強(qiáng)模壓工藝控制和模具技術(shù)進(jìn)步。
通過(guò)改變SMC片材加料方式和片材鋪覆位置;增加材料的流動(dòng)距離;使閉模過(guò)程中材料發(fā)生均勻位移等措施以達(dá)到減少SMC部件孔隙量。具體做法有采用PLC、NCN控制復(fù)合材料壓機(jī)對(duì)不同部件的產(chǎn)品模壓工藝進(jìn)行對(duì)應(yīng)編程模壓控制;采用激光定位儀對(duì)材料鋪覆進(jìn)行正確定位等。另外對(duì)大型或復(fù)雜零部件采用真空輔助排氣模具,在真空條件下進(jìn)行模壓成型操作,這樣就可以顯著降低甚至消除SMC多孔性缺陷。
3.開(kāi)發(fā)新型底漆涂料和新型涂裝工藝。
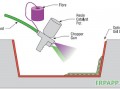
2003年BASF公司針對(duì)SMC“油漆氣泡”難題,推出DynaSeal™紫外固化封孔劑,這種技術(shù)使得SMC部件在噴漆烘干前,通過(guò)紫外引發(fā)聚合反應(yīng)對(duì)SMC表面進(jìn)行封孔,在接下來(lái)的噴漆油漆固化中,這層紫外固化的封孔劑層可阻止SMC基體中吸收的揮發(fā)物逸出,從而避免了氣孔的產(chǎn)生。另外一個(gè)方法就是模內(nèi)涂層(IMC)。SMC在模具內(nèi)部完全固化了之后,操作人員注入一層液體的涂層材料,然后這層涂層材料在SMC的表面固化并填充滿(mǎn)所有的空隙,同時(shí)提供一層類(lèi)似底漆的表面,防止了油漆氣泡的產(chǎn)生。
4.文明生產(chǎn),文明搬運(yùn)。
SMC部件產(chǎn)生微裂紋很大程度上是從脫模到除邊的過(guò)程,以及從部件的包裝到運(yùn)輸?shù)倪^(guò)程中不文明生產(chǎn)和不文明搬運(yùn)造成的。因此加強(qiáng)文明生產(chǎn)和文明搬運(yùn)的教育至關(guān)重要,國(guó)外己普遍實(shí)行“產(chǎn)品不著地”的文明生產(chǎn)方式,在汽車(chē)復(fù)合材料行業(yè)大力推廣另件專(zhuān)用周轉(zhuǎn)箱(架)物流形式,減少了搬運(yùn)次數(shù),不讓另件有互相碰撞機(jī)會(huì),杜絕人為因素造成的微裂紋產(chǎn)生。
以上介紹的國(guó)外幾種新材料、新工藝、新技術(shù)著眼從根源上解決汽車(chē)復(fù)合材料在涂裝方面不盡人意的缺陷,消除限制復(fù)合材料大規(guī)模應(yīng)用的障礙,使復(fù)合材料車(chē)身面板能夠達(dá)到或超過(guò)傳統(tǒng)的鋼鐵材料的油漆的水平,從而使汽車(chē)復(fù)合材料的應(yīng)用將日益廣泛。
汽車(chē)復(fù)合材料的連接和固定
隨著汽車(chē)復(fù)合材料的應(yīng)用日益廣泛,汽車(chē)復(fù)合材料部件之間的組合裝配以及復(fù)合材料部件與鄰近金屬零部件的連接固定的問(wèn)題日益突出,汽車(chē)行業(yè)傳統(tǒng)金屬零部件之間的連接方式已不能適應(yīng)客觀(guān)需求了,在此情況下,我們有必要對(duì)汽車(chē)復(fù)合材料的連接與固定的連接方式進(jìn)行新的學(xué)習(xí)和認(rèn)識(shí),并進(jìn)行合理的選擇。根據(jù)國(guó)外成熟的經(jīng)驗(yàn),汽車(chē)復(fù)合材料連接固定的方式主要有三種方式:(1)機(jī)械緊固;(2)粘結(jié)劑粘接;(3)焊接/熔接。
機(jī)械緊固:
這種連接固定方法使用的是鉚釘和螺栓,是最普及也是最容易理解的一種連接方式。對(duì)汽車(chē)行業(yè)來(lái)說(shuō),機(jī)械緊固連接方式有許多不足之處,如:重量增加、應(yīng)力集中、部件之間的交迭、高公差的要求、電蝕性等。但是,從另一方面說(shuō),機(jī)械連接不需要對(duì)表面進(jìn)行處理或后續(xù)的拋光,這樣重復(fù)拆卸就很方便(如:檢查、維修和回收)。相對(duì)而言,對(duì)環(huán)境的影響也不是很敏感,如溫度的影響等。
粘結(jié)劑粘接:
連接固定方法相對(duì)于機(jī)械緊固連接固定方法具有以下優(yōu)點(diǎn):減輕結(jié)構(gòu)重量,外觀(guān)平整光滑,改善疲勞強(qiáng)度,適應(yīng)性強(qiáng),最適合薄壁部件的連接,粘接工藝簡(jiǎn)單,可縮短生產(chǎn)周期。,但粘結(jié)劑粘接連接固定方法也存在一些缺點(diǎn),如另部件的工作溫度范圍不高;粘接質(zhì)量易受不同因素影響,產(chǎn)品性能的分散性較大;沒(méi)有可靠的檢驗(yàn)方法;粘接面的表面處理和粘接工藝過(guò)程要求較嚴(yán);需要專(zhuān)用的加熱加壓處理粘接工裝等。因此,在一些重要的部件和連接位置,往往會(huì)采用粘接與某一種機(jī)械緊固連接的混合連接固定方法,既充分利用了粘接的優(yōu)點(diǎn),又確保了連接部位的足夠強(qiáng)度和可靠性。
焊接/熔接連接:
固定方法主要應(yīng)用于熱塑性汽車(chē)復(fù)合材料部件,焊接/熔接連接固定方法的主要優(yōu)點(diǎn)是:良好的機(jī)械性能、連接處的耐用性、加工時(shí)間短,易于在線(xiàn)檢測(cè)以及部件表面處理要求低等??梢杂糜跓崴苄云?chē)復(fù)合材料的焊接/熔接連接固定方法主要有三種:(1)超聲波焊接/熔接、(2)電感應(yīng)焊接/熔接(3)電阻焊接/熔接。對(duì)汽車(chē)復(fù)合材料進(jìn)行焊接/熔接有以下不足之處:不易拆卸、需要添加導(dǎo)電性的填料(針對(duì)電感應(yīng)焊接/熔接)、需要使用金屬網(wǎng)(針對(duì)電阻焊接/熔接)、可允許的碳纖維含量很低(所有三種焊接/熔接工藝)等。
根據(jù)上述簡(jiǎn)單介紹,我們知道汽車(chē)復(fù)合材料連接固定的方式主要有三種,每一種都有各自的優(yōu)缺點(diǎn),適應(yīng)不同的應(yīng)用場(chǎng)合。但相對(duì)而言,最有發(fā)展?jié)摿Φ钠?chē)復(fù)合材料連接工藝是采用粘結(jié)劑連接固定方法,隨著粘結(jié)劑向著功能性不斷提高、具有雙重效力(既可以粘結(jié)熱固性復(fù)合材料又可以粘結(jié)熱塑性復(fù)合材料)以及綠色環(huán)保的方向發(fā)展,汽車(chē)復(fù)合材料粘結(jié)劑連接固定方法正日益為汽車(chē)工業(yè)所重視、接受并盛行起來(lái)。限于篇幅,本節(jié)汽車(chē)復(fù)合材料的連接和固定,主要討論粘結(jié)劑粘接連接固定方法。
汽車(chē)復(fù)合材料粘結(jié)劑粘接連接固定方法的優(yōu)點(diǎn)
近年來(lái),由于高性能結(jié)構(gòu)粘結(jié)劑的出現(xiàn),使得采用粘結(jié)劑粘接的連接方式不斷得到人們的認(rèn)可。作為一種最有發(fā)展?jié)摿Φ倪B接固定工藝,它有許多突出的優(yōu)點(diǎn):
1、可以根據(jù)具體的設(shè)計(jì)要求(如:防撞擊性能)來(lái)決定粘結(jié)劑的機(jī)械性能;
2、粘結(jié)劑的超抗疲勞和耐腐蝕的優(yōu)點(diǎn)可以延長(zhǎng)產(chǎn)品的使用壽命;
3、粘結(jié)劑具有很好的密封性;
4、兩種材料或結(jié)構(gòu)粘接在一起可以實(shí)現(xiàn)比較光滑的表面,具有造型設(shè)計(jì)上的優(yōu)勢(shì);
5、通過(guò)整個(gè)的粘接區(qū)域來(lái)分散部件所受的負(fù)荷,從而避免了局部最大壓力的集中;
6、粘結(jié)劑填充空隙的特點(diǎn)可允許部件有一定的公差;
7、可對(duì)粘結(jié)劑的硬度進(jìn)行調(diào)整,優(yōu)化整個(gè)產(chǎn)品的硬度
汽車(chē)復(fù)合材料常用結(jié)構(gòu)粘結(jié)劑的種類(lèi)
一般來(lái)說(shuō),汽車(chē)復(fù)合材料結(jié)構(gòu)粘結(jié)劑通常使用環(huán)氧樹(shù)脂、聚氨酯樹(shù)脂和丙烯酸酯樹(shù)脂為基礎(chǔ)的三大類(lèi)粘結(jié)劑,該三大類(lèi)粘結(jié)劑在使用中也各具特點(diǎn),應(yīng)該準(zhǔn)對(duì)不同的材料和要求進(jìn)行不同的選擇:
環(huán)氧基粘結(jié)劑:
對(duì)復(fù)合材料、熱固性塑料和金屬粘接性極好;強(qiáng)度、撓度和彈性都很高;固化過(guò)程收縮性最小。分為單、雙組份兩種。單組份環(huán)氧粘接劑要求熱固化,應(yīng)用條件要求很?chē)?yán)。
聚氨酯基粘結(jié)劑:
對(duì)絕大部分復(fù)合材料和塑料的粘接性極好;對(duì)金屬的粘接性較好;機(jī)械性能從剛性到撓性范圍大;持久性好;但加工過(guò)程中對(duì)潮濕敏感;固化速度的范圍較廣。
丙烯酸基粘結(jié)劑:
對(duì)復(fù)合材料和熱固性塑料的粘接性極好;對(duì)金屬的粘接性好;允許被粘件進(jìn)行較差的預(yù)處理;能達(dá)到高強(qiáng)度與高韌性的最佳結(jié)合;耐化學(xué)性好,有效使用期長(zhǎng);固化速度快;但有惡臭;固化過(guò)程中收縮性較高。
表1為汽車(chē)復(fù)合材料三類(lèi)結(jié)構(gòu)粘接劑的典型性能,由于結(jié)構(gòu)粘結(jié)劑的品種繁多,使用的要求又各不相同,所以應(yīng)以實(shí)際使用結(jié)構(gòu)粘結(jié)劑的性能為準(zhǔn),表中數(shù)值僅供參考。









 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)