






纖維增強(qiáng)復(fù)合材料與傳統(tǒng)金屬材料相比,具有比強(qiáng)度大、比剛度大、可設(shè)計(jì)性強(qiáng)、抗疲勞、耐腐蝕等優(yōu)點(diǎn),已經(jīng)廣泛用于飛機(jī)、導(dǎo)彈、衛(wèi)星等航天航空飛行器中。隨著復(fù)合材料設(shè)計(jì)和制造技術(shù)發(fā)展成熟,先進(jìn)復(fù)合材料在民用、軍用飛機(jī)上的用量不斷增大,發(fā)展到目前,新型飛機(jī)先進(jìn)復(fù)合材料用量達(dá)到了50%左右。然而,其層間強(qiáng)度低和抗分層、抗沖擊能力弱等問(wèn)題隨著其應(yīng)用也逐漸暴露。為了擴(kuò)大復(fù)合材料的使用,并應(yīng)用于飛機(jī)主承力結(jié)構(gòu),勢(shì)必要尋求改進(jìn)方法增強(qiáng)復(fù)合材料層合板層間性能,使其具有優(yōu)異的抗沖擊損傷能力。
從20世紀(jì)70年代開始,國(guó)內(nèi)外學(xué)者進(jìn)行了增強(qiáng)復(fù)合材料層間性能的相關(guān)研究,發(fā)展了多種層間增強(qiáng)方法[1-4],大致可分為兩大類: (1)通過(guò)改善基體韌性來(lái)提高復(fù)合材料層間韌性的材料學(xué)方法;(2)在厚度方向上引入增強(qiáng)的結(jié)構(gòu)設(shè)計(jì)方法,如三維編織、縫合和z-pinning技術(shù)等。本文將對(duì)增強(qiáng)復(fù)合材料層間性能的方法進(jìn)行介紹并對(duì)一些相關(guān)研究成果進(jìn)行簡(jiǎn)要綜述。
通過(guò)樹脂基體增韌改善層間性能
層間強(qiáng)度差是影響復(fù)合材料在飛機(jī)上廣泛使用重要原因。提高復(fù)合材料層間斷裂韌性可有效提高層間強(qiáng)度,而層間韌性主要由樹脂基體的韌性決定,因此,對(duì)樹脂基體進(jìn)行增韌可有效地提高復(fù)合材料的沖擊損傷阻抗和抗分層能力。針對(duì)樹脂基體增韌,國(guó)內(nèi)外學(xué)者進(jìn)行了大量的研究。
20世紀(jì)70年代主要是對(duì)樹脂基體整體進(jìn)行增韌,主要方法包括使用具有高延伸率的環(huán)氧樹脂、在基體中加入彈性體增韌、使用高韌性熱塑性樹脂與熱固性基體共混增韌等。
為了提高樹脂基體的韌性,學(xué)者們將彈性體(如橡膠、熱塑性樹脂、無(wú)機(jī)剛性粒子等)作為增韌劑加入到環(huán)氧樹脂中,在固化過(guò)程中引發(fā)反應(yīng)誘導(dǎo)相分離,得到典型的兩相結(jié)構(gòu),大幅度提高樹脂基體的斷裂韌性。文獻(xiàn)[6]將ETBN橡膠引入到RTM氰酸脂體系中,導(dǎo)致RTM樹脂的粘度增加,對(duì)I型和II型層間斷裂韌性研究表明,隨著ETBN數(shù)量的增加,GIC和GIIC得到了提高;作者認(rèn)為增韌機(jī)理是層間的橡膠粒子可以通過(guò)變形吸收更多的裂紋斷裂能量。文獻(xiàn)[7]用熱塑性聚酰亞胺(PEI)增韌雙馬來(lái)酰亞胺(BMI)樹脂基體,采用熱壓罐工藝制備復(fù)合材料,研究發(fā)現(xiàn)I型斷裂韌性在PEI質(zhì)量分?jǐn)?shù)低于30%時(shí),變化不大,而當(dāng)PEI質(zhì)量分?jǐn)?shù)超過(guò)30%時(shí),急速增加,并且和PEI改性BMI樹脂本體的變化規(guī)律相一致。
上述對(duì)樹脂基體進(jìn)行整體增韌的方法操作簡(jiǎn)單易行,但是在增韌的同時(shí)也會(huì)導(dǎo)致復(fù)合材料模量和耐濕熱性下降,而且樹脂基體韌性的大幅度提高不能有效地轉(zhuǎn)移到復(fù)合材料本身,如基體樹脂韌性提高25倍,而復(fù)合材料斷裂韌性只提高4~8倍。鑒于這問(wèn)題,到20世紀(jì)80年代層間增韌技術(shù)(Interleaf Toughening Technology)應(yīng)運(yùn)而生,發(fā)展了多種層間增韌方法,可分為層間顆粒增韌和層間膠膜增韌,其中增韌顆??刹捎孟鹉z顆粒或熱塑性樹脂顆粒,增韌膠膜采用熱塑性樹脂膜。
層間膠膜增韌技術(shù)是在熱固性樹脂預(yù)浸布間插入熱塑性樹脂膜,稱為韌性膠膜層,通過(guò)在高應(yīng)力層間引入韌性膠膜層,達(dá)到增加層間韌性、抑制分層形成與擴(kuò)展的目的,使復(fù)合材料層合板結(jié)構(gòu)的抗沖擊損傷和抗分層能力有較大的提高。文獻(xiàn)[8-9]試驗(yàn)和分析表明,層間膠膜增韌可以有效地提高層間斷裂韌性,減小沖擊損傷面積,從而改善復(fù)合材料的抗沖擊能力和損傷容限。文獻(xiàn)[10]針對(duì)膠膜層對(duì)復(fù)合材料層合板的層間應(yīng)力分布、邊緣應(yīng)力集中以及層間斷裂韌性影響進(jìn)行研究,結(jié)果表明:膠膜可緩和邊緣的層間應(yīng)力集中,層間正應(yīng)力與層間剪應(yīng)力明顯下降,層間斷裂韌性有顯著的提高,I型層間斷裂韌性可提高1/3以上,II型層間斷裂韌性可提高近一倍,加入膠膜可以提高抵抗分層擴(kuò)展的能力,層間膠膜增韌是一種切實(shí)可行的改善層合板抗分層和抗沖擊性能的方法。
層間顆粒增韌技術(shù)是在不改變已有樹脂基體和成型工藝的基礎(chǔ)上,將高韌性的橡膠或熱塑性樹脂以顆粒形式加入復(fù)合材料層合板層間,提高結(jié)構(gòu)的層間強(qiáng)度。由于層間顆粒增韌的層間接觸面積大和有效的能量吸收結(jié)構(gòu),增韌的效果顯著,研究者展開了廣泛的研究。文獻(xiàn)[11]對(duì)橡膠粒子層間增韌進(jìn)行研究發(fā)現(xiàn)層間韌性和沖擊后壓縮強(qiáng)度大幅提高。文獻(xiàn)[12]采用熱塑性樹脂粒子進(jìn)行層間顆粒增韌,大幅度提高了復(fù)合材料斷裂韌性,作者認(rèn)為是高韌性樹脂變形吸收更多的能量,從而提高層間韌性。
以上增韌方法主要在熱固性樹脂中加入增韌組分,在一定程度上提高樹脂基體韌性的同時(shí),也犧牲了樹脂其他的性能,如固化溫度提高或復(fù)合材料抗?jié)駸嵝韵陆档?。因此,益小蘇教授提出了一種新型的改善復(fù)合材料層間韌性和沖擊損傷容限的離位增韌技術(shù),將復(fù)合相增韌技術(shù)中的增韌相從基體中分離,讓它單獨(dú)與增韌相復(fù)合,在不改變?cè)袩峁绦灶A(yù)浸料的所有工藝優(yōu)點(diǎn)、并保持其面內(nèi)力學(xué)性能不變的同時(shí),大幅度提高了復(fù)合材料的抗沖擊損傷阻抗。
通過(guò)層間結(jié)構(gòu)設(shè)計(jì)改善層間性能
傳統(tǒng)的樹脂基復(fù)合材料層合板各鋪層之間沒(méi)有纖維增強(qiáng),只是靠樹脂基體起著粘接和傳遞載荷的作用,當(dāng)受到?jīng)_擊載荷作用時(shí),往往產(chǎn)生層間破壞并逐漸向?qū)觾?nèi)擴(kuò)展,導(dǎo)致結(jié)構(gòu)損傷、破壞。為了解決復(fù)合材料層合板層間強(qiáng)度低的問(wèn)題,通過(guò)大量的結(jié)構(gòu)設(shè)計(jì)研究工作,目前,研究人員發(fā)展了提高層間性能的方法有三維編織、縫合和z-pinning技術(shù)等。
1 三維編織增強(qiáng)復(fù)合材料
三維編織復(fù)合材料采用三維立體紡織技術(shù)在層間也引入纖維來(lái)增強(qiáng)層間強(qiáng)度,在3個(gè)方向上纖維含量都很高,其整體性和結(jié)構(gòu)對(duì)稱性好,沒(méi)有明顯的片層結(jié)構(gòu),具有優(yōu)良的綜合性能,研究認(rèn)為三維編織復(fù)合材料有較高的抗沖擊損傷能力和低速?zèng)_擊損傷容限。
2 縫合增強(qiáng)復(fù)合材料
縫合復(fù)合材料是20世紀(jì)80年代為了改善傳統(tǒng)復(fù)合材料層間強(qiáng)度低、層間斷裂韌性差、沖擊損傷容限低等缺陷而發(fā)展起來(lái)的一種新型三維層板結(jié)構(gòu)。該結(jié)構(gòu)采用厚度方向纖維增強(qiáng)方案,對(duì)預(yù)成形件在層合板厚度方向通過(guò)縫合技術(shù)引入高拉伸強(qiáng)度的縫合線(如碳纖維、玻璃纖維、Kevlar纖維紗線等)將各個(gè)鋪層聯(lián)為一個(gè)整體,再經(jīng)過(guò)樹脂膜熔滲透(RFI)或樹脂轉(zhuǎn)移模塑成形工藝(RTM)技術(shù)復(fù)合成形。整個(gè)縫合由3個(gè)階段完成,即:纖維預(yù)成形鋪疊→縫合→RTM或RFI成型。
縫合層板由于在厚度方向上占復(fù)合材料纖維含量極少一部分的縫線增強(qiáng)作用,抑制了層合板的分層,有效地改善了層間力學(xué)性能,顯著地提高了層間斷裂韌性和抗沖擊損傷容限。20世紀(jì)80年代中期,美國(guó)航空航天局(NASA)蘭利研究中心(Langley Research Center)和美國(guó)道格拉斯公司(Douglas Aircraft Company)首先用縫合/RFI技術(shù)制造了機(jī)翼,并對(duì)其力學(xué)性能進(jìn)行了系統(tǒng)的試驗(yàn)。1989年,NASA啟動(dòng)了先進(jìn)復(fù)合材料技術(shù)研究計(jì)劃(ACT計(jì)劃),成功設(shè)計(jì)、制造和測(cè)試了縫合復(fù)合材料機(jī)翼。美國(guó)空軍的先進(jìn)輕型飛機(jī)機(jī)身結(jié)構(gòu)計(jì)劃(ALAFS計(jì)劃)對(duì)縫合技術(shù)進(jìn)行了研究,成功地用縫合復(fù)合材料替代了金屬材料制造了機(jī)身、機(jī)翼等[14]。
2.1 縫合工藝對(duì)縫合復(fù)合材料性能的影響
縫合復(fù)合材料性能與縫合工藝參數(shù)密切相關(guān),主要的工藝參數(shù)有:縫合型式、縫合密度、縫線直徑、縫合角度等。
縫合分為鎖式和鏈?zhǔn)剑渲墟i式縫線在復(fù)合材料中間相交產(chǎn)生較多應(yīng)力集中,鏈?zhǔn)娇p合線多次繞曲工藝復(fù)雜,目前這兩種型式較少使用。人們?cè)阪i式縫合的基礎(chǔ)上進(jìn)行改進(jìn),使得縫合線彎曲少,利于縫合進(jìn)行和層間強(qiáng)度提高,同時(shí)對(duì)面內(nèi)纖維損傷少,引起的應(yīng)力集中小,具有相對(duì)更高的損傷容限。目前,縫合復(fù)合材料主要使用這種方式縫合。
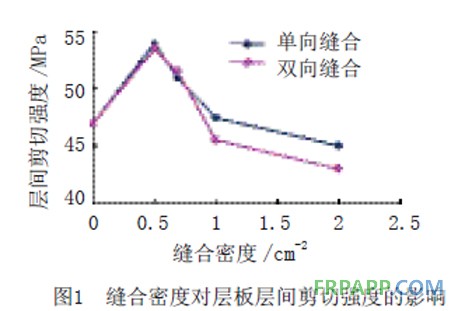
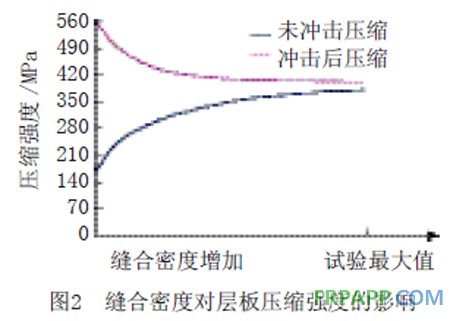
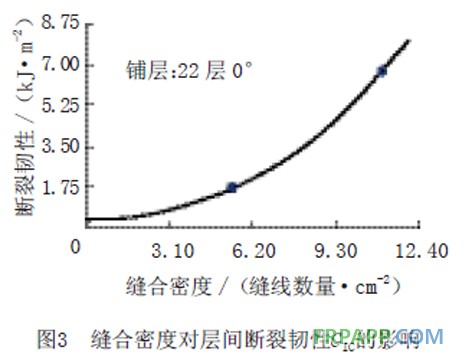
縫合密度對(duì)縫合復(fù)合材料層間性能影響很大,沖擊試驗(yàn)研究表明縫合密度增大,復(fù)合材料分層損傷面積減小,密度增大4倍,分層減少40%。但縫合的同時(shí),縫針、線對(duì)層合板的纖維造成一定程度的損傷(纖維斷裂或纖維彎曲),層板面內(nèi)性能下降[16]??p合密度越大,纖維損傷程度越嚴(yán)重,適當(dāng)?shù)目p合密度才能使縫合達(dá)到最佳狀態(tài)。圖1~3分別給出了縫合密度與縫合復(fù)合材料的層間剪切強(qiáng)度、壓縮強(qiáng)度及層間斷裂韌性GIC的關(guān)系曲線。
縫線直徑增大提高了縫合復(fù)合材料的層間斷裂韌性和沖擊阻抗,但引起更多面內(nèi)損傷,使面內(nèi)力學(xué)性能降低。
此外,縫合參數(shù)還有縫線材料、縫合樣式、縫合角度、縫針直徑等。
2.2 縫合對(duì)復(fù)合材料分層斷裂韌性的影響
縫合復(fù)合材料具有優(yōu)良抗分層能力,其分層形式有張開型(I型)和滑開型(II型),可以分別由斷裂韌性(應(yīng)變能釋放率表征)GIC和GIIC表示抗分層能力??p合復(fù)合材料斷裂韌性與縫合工藝參數(shù)關(guān)系密切,研究發(fā)現(xiàn)[18-24]:(1)縫合密度和縫線直徑是影響分層斷裂韌性的兩個(gè)主要參數(shù);(2)GIC隨縫合密度增加而增大,GIIC隨縫合密度增加而先增加而后降低;(3)當(dāng)縫合密度過(guò)低時(shí),縫合不能有效抵抗分層、裂紋擴(kuò)展;(4)當(dāng)縫合密度超過(guò)某臨界密度,縫合對(duì)面內(nèi)纖維損傷和引起應(yīng)力集中占主導(dǎo),導(dǎo)致分層韌性急劇降低;(5)縫合線直徑增大明顯提高了抗分層和裂紋擴(kuò)展能力。
指出縫合提高了層板層間的斷裂韌性,GIC受縫線材料的影響,但與無(wú)縫合層板相比,GIC一般都可以提高10倍以上,增加縫合密度、縫線強(qiáng)度,降低縫線的楊氏模量,增加試件的厚度及軸向剛度,均可提高試件的GIIC值。Mattheij等[24]采用統(tǒng)計(jì)方法研究了縫線分布狀態(tài)和縫合工藝參數(shù)對(duì)I型層間斷裂韌性的影響,指出縫線分布狀態(tài)的影響很小,控制縫線張力可獲得最優(yōu)面內(nèi)力學(xué)性能。
2.3 縫合對(duì)受沖擊損傷后的承載能力的影響
研究表明,厚度方向縫合使復(fù)合材料受沖擊損傷后的承載能力及沖擊后壓縮強(qiáng)度顯著提高,沖擊后拉伸強(qiáng)度也有所改善,但改善幅度沒(méi)有沖擊后壓縮強(qiáng)度大。
程小全等[26-28]研究表明:縫合沒(méi)有提高沖擊過(guò)程中的分層損傷的起始載荷,但有效地抑制了分層損傷的擴(kuò)展,低速?zèng)_擊后的分層損傷面積明顯減小,縫合針距、行距以及沖擊點(diǎn)與針腳的相對(duì)位置對(duì)沖擊分層損傷的形狀和大小有明顯的影響??p合抑制了局部屈曲的發(fā)生與擴(kuò)展,改變了含沖擊損傷層板的壓縮破壞機(jī)理,大幅度提高了層板的沖擊后剩余壓縮強(qiáng)度,隨著鋪層材料、縫合參數(shù)等因素的變化,縫合板的CAI值提高的程度不等,一般在40%以上,有的甚至達(dá)400%。
Sankar[29]在基于斷裂力學(xué)方法預(yù)測(cè)帶預(yù)制分層的縫合梁在低速?zèng)_擊下分層擴(kuò)展問(wèn)題中也發(fā)現(xiàn):縫紉并不會(huì)提高分層擴(kuò)展的初始載荷, 但能夠大幅降低分層的擴(kuò)展范圍。文獻(xiàn)[30-31]中采用三維動(dòng)力學(xué)有限元法,對(duì)縫合復(fù)合材料的低速?zèng)_擊損傷進(jìn)行了數(shù)值模擬,并進(jìn)行了試驗(yàn)驗(yàn)證。結(jié)果均表明,在相同沖擊能量作用下,縫紉能明顯提高層板的抗沖擊性能,明顯減小分層面積。
程小全等在文獻(xiàn)[32]中研究指出縫合層合板受沖擊后拉伸強(qiáng)度略高于無(wú)縫合層合板,在拉伸載荷作用下,纖維斷裂和基體開裂是導(dǎo)致層合板破壞的主要因素,而分層損傷變成了次要因素。
縫合提高了復(fù)合材料厚度方向性能,但也引起面內(nèi)纖維的損傷,降低了復(fù)合材料的面內(nèi)性能,因此,有必要尋求對(duì)面內(nèi)纖維損傷小的縫合技術(shù)。Yasui[33]提出在基板上按預(yù)定的間距布置管子,一排紗線往復(fù)繞過(guò)管子陳列形成一層,用斜紗纏繞形成第2層,這樣可制成不同取向的多層織物。穿過(guò)厚度的紗線,通過(guò)管子用縫合引入,便形成三維結(jié)構(gòu)。另一種方法是在基礎(chǔ)框架體系上用導(dǎo)針布置成復(fù)雜的三維形狀,干紗線繞導(dǎo)針以不同取向纏繞,導(dǎo)針布置的距離應(yīng)控制在能使穿過(guò)厚度的紗線順利通過(guò)。這種工藝制成的預(yù)型件,纖維的排列在縫合時(shí)不受干擾,面內(nèi)纖維損傷少。
3 z-pinning增強(qiáng)復(fù)合材料
z-pinning技術(shù)是20世紀(jì)90年代發(fā)展起來(lái)的一種增強(qiáng)層合復(fù)合材料層間強(qiáng)度的新技術(shù),該技術(shù)借鑒縫合復(fù)合材料技術(shù)中的不連續(xù)縫線方法[1],在固化前的層合板預(yù)浸料厚度方向嵌入纖維或金屬等剛性短棒,再固化形成Z向增強(qiáng)層合板。通過(guò)在層合板厚度方向嵌入體積分?jǐn)?shù)1%~5%的z-pin,層合板面內(nèi)強(qiáng)度只是少量退化,卻使I型層間斷裂韌性十幾倍的提高,層間分層減少50%[34],說(shuō)明z-pinning對(duì)層合板面內(nèi)性能影響較小的情況下大幅提高了層間強(qiáng)度,是一種增強(qiáng)層合板層間性能的有效方法。
z-pin的直徑一般在0.2~1.0mm之間,在層板中體積分?jǐn)?shù)一般在1%~5%,材料可以用金屬(不銹鋼、鋁合金或鈦合金等)或非金屬(碳纖維、玻璃纖維或Kevlar纖維等)[35]。z-pin的嵌入方式有兩種:一種是單根嵌入[35],即逐個(gè)將z-pin嵌入未固化層合板中,這種方式靈活性強(qiáng),可用于曲面結(jié)構(gòu)加工,但不適合大型復(fù)合材料生產(chǎn)。另一種是整體嵌入(利用熱壓罐和超聲波輔助嵌入)[4],即將若干z-pin同時(shí)嵌入層板中,效率高,應(yīng)用廣泛。
國(guó)內(nèi)外很多學(xué)者研究z-pinning增強(qiáng)復(fù)合材料的性能表明,z-pinning使層板面內(nèi)強(qiáng)度少量退化,但能明顯改進(jìn)層間韌性、沖擊損傷容限和沖擊后壓縮強(qiáng)度等性能。
Freitas等[34]試驗(yàn)了z-pin對(duì)層間斷裂韌性、沖擊分層和面內(nèi)性能的影響,結(jié)果表明,在層合板Z向嵌入z-pin(體積分?jǐn)?shù)低于5%)與未增韌層板相比,z-pin增強(qiáng)層板能夠保持91%~98%面內(nèi)拉伸強(qiáng)度,使I型層間斷裂韌性提高18倍,減少50%沖擊分層損傷。M.Grassi等[36]對(duì)2%體積含量z-fiber的纖維增韌復(fù)合材料厚度方向的剛度和面內(nèi)剛度進(jìn)行了研究,發(fā)現(xiàn)厚度方向剛度提高了22%~35%,而面內(nèi)剛度降低在10%以內(nèi)。滕錦等[37]對(duì)z-pin增韌復(fù)合材料層合板的低速?zèng)_擊損傷進(jìn)行試驗(yàn)和有限元模擬,結(jié)果表明z-pin增韌使得沖擊后層間分層區(qū)域面積減小50%左右,在損失少量面內(nèi)性能的基礎(chǔ)上z-pin使厚度方向上剛度大幅度提高。鄭錫濤等[38-39]開展了z-pin增強(qiáng)復(fù)合材料層合板的斷裂韌性試驗(yàn)研究和有限元模擬,在文獻(xiàn)[38]中分別選擇了3種z-pin直徑與3種分布密度的增強(qiáng)方式進(jìn)行了試驗(yàn)研究,并進(jìn)行了與不含z-pin增強(qiáng)的復(fù)合材料層合板的對(duì)比試驗(yàn)。研究表明:z-pin大幅提高了復(fù)合材料層合板斷裂韌性,與不含z-pin結(jié)構(gòu)相比,應(yīng)變能釋放率GIC、GIIC分別增大了83%~1110%、23%~438%,在相同z-pin體積含量下,z-pin分布密度比z-pin直徑對(duì)GIC和GIIC的提高都更有效率;在文獻(xiàn)[39]中采用z-pin增強(qiáng)橋聯(lián)力模型和VCCT法研究z-pin增強(qiáng)復(fù)合材料DCB結(jié)構(gòu)I型斷裂韌性,采用實(shí)體單元模擬層板結(jié)構(gòu)和非線性彈簧元模擬z-pin建模計(jì)算應(yīng)變能釋放率,對(duì)比分析不同體積分?jǐn)?shù)z-pin復(fù)合材料層合板與不含z-pin層合板的I型斷裂韌性,研究表明z-pin顯著增大了復(fù)合材料層合板I型斷裂韌性,且增強(qiáng)效果與z-pin體積分?jǐn)?shù)密切相關(guān),z-pin有效地提高了分層擴(kuò)展阻力。Fartridge等[40]也通過(guò)試驗(yàn)研究證明了z-pin能很大幅度地提高層合板I/II型層間斷裂韌性。Y.C.Gao等研究纖維增韌復(fù)合材料的斷裂韌性,提出了剪切滯后模型,給出了長(zhǎng)纖維、短纖維、強(qiáng)纖維、弱纖維的區(qū)分標(biāo)準(zhǔn)和相應(yīng)的增韌公式,并對(duì)含有微裂紋的纖維增韌復(fù)合材料的增韌機(jī)理、損傷過(guò)程等進(jìn)行了研究。
結(jié)束語(yǔ)
由于復(fù)合材料層合板在厚度方向上強(qiáng)度低和抗沖擊能力差的缺陷,限制了其發(fā)展應(yīng)用,尤其是在飛機(jī)主承力結(jié)構(gòu)上的應(yīng)用。因而,增強(qiáng)復(fù)合材料層合板層間強(qiáng)度將是重要研究課題。改善復(fù)合材料層板層間性能的方法多種多樣,其中新興的縫合和z-pinning技術(shù)更具發(fā)展?jié)摿?,具有生產(chǎn)效率高、增強(qiáng)效果好、加工成本低等優(yōu)點(diǎn),開展縫合和z-pinning技術(shù)相關(guān)研究意義重大。通過(guò)上述幾種方法增強(qiáng)復(fù)合材料層合板層間性能,將使其應(yīng)用領(lǐng)域不斷擴(kuò)大,但也還存在一些問(wèn)題需要進(jìn)一步研究:
(1)基體增韌在提高樹脂基體復(fù)合材料層間韌性的同時(shí),也使剛度和濕熱性能降低,需進(jìn)一步研究。
(2)縫合技術(shù)還不夠成熟,縫合密度、縫線直徑等縫合工藝參數(shù)對(duì)縫合復(fù)合材料的層間韌性、沖擊損傷容限等影響還需進(jìn)一步研究,確立能夠指導(dǎo)設(shè)計(jì)與實(shí)際生產(chǎn)的工藝方法及技術(shù)參數(shù)??p合引入了較大的面內(nèi)力學(xué)性能損失,需通過(guò)對(duì)縫合參數(shù)進(jìn)行優(yōu)化設(shè)計(jì),使得在增強(qiáng)的同時(shí)造成面內(nèi)力學(xué)性能下降小。
(3)z-pinning的增韌機(jī)理尚不明確,還需要進(jìn)一步深入研究來(lái)完善;需要建立評(píng)估z-pinning各設(shè)計(jì)參數(shù)的統(tǒng)一試驗(yàn)和分析標(biāo)準(zhǔn)。







 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)