






編者按:
瀝青基碳纖維,包括各向同性瀝青基碳纖維和中間相瀝青基碳纖維,以其多樣化的性能以及可低成本化的潛力,在許多領域得到應用。近日,世界領先的熱工解決方案供應商美國Harper公司發(fā)布了白皮書《較低成本碳纖維—來自瀝青的碳纖維》,展示了未來低成本瀝青基碳纖維用于汽車輕量化材料的前景,以及相關工藝過程。
遼寧諾科碳材料有限公司的研發(fā)團隊,十多年來一直為實現(xiàn)中間相瀝青基碳纖維產(chǎn)業(yè)化而不懈努力,也探索了各向同性瀝青基碳纖維的生產(chǎn)技術,始終關注著瀝青基碳纖維技術及產(chǎn)業(yè)的發(fā)展。
雖然我們并不完全認同文章中的一些觀點,我們還是將來源于網(wǎng)絡的這篇文章轉譯出來,供行業(yè)內同仁參考交流,謬誤之處請多指正。
到2025年,平均燃油經(jīng)濟性必須提高到22.3公里/升(52.5英里/加侖)。汽車制造商要實現(xiàn)這一目標將使用的一種方法就是采用輕量化材料例如碳纖維。如果三大主要汽車制造商(例如GM,VW和Ford)在他們生產(chǎn)的每輛汽車中使用8.2千克碳纖維,那么全球碳纖維的生產(chǎn)能力至少需要翻一番才有可能滿足需求。
碳纖維的成本必須削減一半,才能達到汽車行業(yè)可接受的價格水平,采用便宜的前驅體是降低碳纖維成本的一種方法。
在汽車上應用重量更輕的碳纖維復合材料的呼聲日益高漲,這推動著碳纖維行業(yè)朝著高質量廉價碳纖維的方向發(fā)展。當今生產(chǎn)的大多數(shù)碳纖維都使用PAN作為前驅體,這無助于生產(chǎn)低價格的碳纖維。
使用其他的碳纖維前驅體,比如木質素,人們已經(jīng)探索了超過四十五年,但是僅獲得部分成功。主要的障礙包括,木質素前驅體在大部分熱處理過程中無法支撐自身的重量,熔融紡絲過程所需要的原料數(shù)量,以及所生產(chǎn)的碳纖維模量、強度和脆性等。
隨著工藝和機械技術水平的進步,瀝青前驅體重新開始流行,并且由于瀝青前驅體含碳量高達85%以上,不需要像使用PAN前驅體一樣深度的穩(wěn)定化,使碳纖維成本更低。
本文概述了將瀝青前驅體轉變?yōu)樘祭w維所需的步驟,以及與這些步驟相關的關鍵因素和存在的困難。
碳纖維與當前汽車材料比較
為了更好理解汽車行業(yè)可能的需求對碳纖維生產(chǎn)行業(yè)的影響,有必要了解一下全球汽車行業(yè)使用的常規(guī)材料的數(shù)量。在汽車工業(yè)中,鋁和鎂由于重量輕而成為用量增長最快的材料,它們在制造汽車部件、動力傳動系統(tǒng)、車身結構等方面的應用越來越多[1]。
2018年,全球售出8600萬輛汽車[2],平均重量為1815公斤[3]。用一種合理估算方法,一般車輛的一半[4]是由某種金屬制成的,那么汽車行業(yè)的金屬消耗量就超過78,000,000公噸。與2018年全球碳纖維生產(chǎn)能力(約149,000公噸)[5]相比,很明顯,碳纖維要成為汽車行業(yè)中的普通材料,其制造能力就必須大大提高。
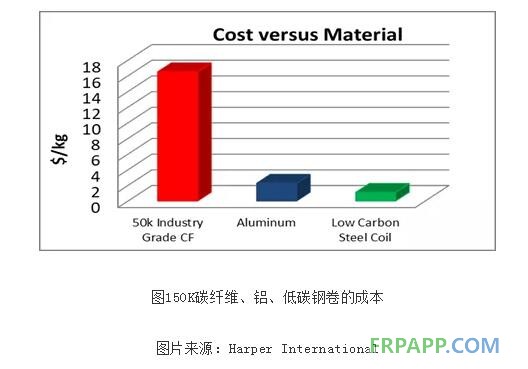
增加世界碳纖維的產(chǎn)能,并不是需要考慮的唯一問題,價格也是重要考慮因素?,F(xiàn)在,50K的工業(yè)級碳纖維可以實現(xiàn)15~18美元/千克的價格[6],低碳鋼的成本為1.10美元/千克[7],2018年再生鋁的平均成本為2.27美元/千克[8]。圖1展示了這些材料的成本差異。
許多研究團隊在降低碳纖維成本上付諸大量努力,但開發(fā)“低成本碳纖維”是一個極大的挑戰(zhàn)。使用價格低廉的前驅體,例如瀝青,是實現(xiàn)碳纖維低成本化的有效途徑。
碳纖維的背景簡介
碳纖維于1950年代被開發(fā)出來,作為導彈耐高溫部件的增強材料。最初的碳纖維是通過加熱人造絲束直至碳化的方法生產(chǎn)的,但由于碳收率僅20%左右,并且所得纖維的剛性和強度低,隨后開始采用聚丙烯腈(PAN)做為碳纖維的前驅體。與人造絲作為前驅體的碳纖維相比,PAN前驅體的碳化收率達到55%,并且PAN基碳纖維的物理機械性能明顯提高。
在1970年代,人們繼續(xù)尋找其他原材料,從而引入了由石油瀝青制成的碳纖維,這種原料來源于石油加工過程。石油瀝青前驅體的碳收率高于85%,所制得的碳纖維模量和強度高,滿足許多應用需求。由于出色的彎曲模量和易于石墨化的特點,瀝青基碳纖維被認為是某些特殊應用的絕佳選擇。
PAN基與瀝青基碳纖維
PAN基碳纖維產(chǎn)量占碳纖維總量的90%,是最常見的碳纖維種類,碳纖維轉化率為50%~55%,其具有中等的模量和較高的拉伸強度,主要用于結構增強。瀝青是從石油瀝青,煤焦油或聚氯乙烯中提取的多環(huán)芳烴,碳纖維轉化率約85%,與PAN相比可以達到更高的模量,并且具有更高的電導率和導熱率。
與瀝青基碳纖維相比,PAN基碳纖維生產(chǎn)線由于碳化收率低,廢氣排放量大,因此需要更大的廢氣排放處理系統(tǒng)。PAN基碳纖維和瀝青基碳纖維在生產(chǎn)過程中要處理的廢氣成分也有很大不同。PAN基碳纖維生產(chǎn)中最大的廢氣成分是HCN,其他還有NH3、CO、CO2和H2,瀝青基碳纖維生產(chǎn)過程不會釋放任何可檢測的HCN,排放廢氣的主要成分是CO、CO2和H2,這二者都會產(chǎn)生一些焦油和焦炭。
硫在瀝青基碳纖維中的殘留通常是自然產(chǎn)生的。對于PAN基碳纖維,硫殘留通常是由于使用DMSO作為溶劑,并且紡絲脫硫過程中未能充分脫除。PAN中不希望含有硫,因為它會導致高溫和低溫爐中的金屬粉塵和腐蝕。對于瀝青基碳纖維來說,除非達到極高的溫度,比如達到 2500°C以上,瀝青中的硫不太可能成為問題,因此對設備造成的影響要小得多。
PAN基碳纖維在生產(chǎn)過程中可能存在著另一個問題,紡絲過程中利用硫氰酸鈉作為溶劑時,鈉將在纖維中殘留,在高溫爐中反應形成有毒的氰化鈉。對于這兩種前驅體,了解紡絲過程、熱處理階段會產(chǎn)生哪些殘留物以及相關的反應動力學是非常關鍵的,以便能夠選擇正確的設備材料,并在設計中為可能出現(xiàn)的潛在問題做好準備。
最后,對于熱處理過程中物理脫落的纖維毛絲,瀝青基和PAN基之間的另一個值得注意的差異是產(chǎn)生的微粒數(shù)量。瀝青基碳纖維上產(chǎn)生的微粒物很少,相比之下,PAN纖維由于使用油劑集束會產(chǎn)生大量必須處理的顆粒物,并且可能需要更多的處理設備,例如需要在排氣煙囪處設置集塵室才能捕獲這些顆粒。如果在設計階段未進行適當安排,則這些微粒在排氣管和設備內部的堆積,可能會影響產(chǎn)品的質量均勻性,并增加停機維護時間。
為了盡可能提高PAN基碳纖維的模量,需要使用超高溫爐進行熱處理。因為溫度高,爐體內部零件,特別是加熱元件的損耗要快得多,爐體構造材料和維護成本高昂。因為瀝青纖維比PAN纖維分子排列更有序,瀝青基碳纖維無需經(jīng)過此工序即可獲得比PAN基碳纖維更高的模量。
與瀝青基碳纖維不同,PAN基碳纖維為了獲得一定的物理機械性能,必須在氧化和碳化工藝中進行牽伸,這種牽伸需要更多的設備投資(比如張力架),并且設備價格也與哪個國家制造有關,可能需要特殊的出口許可證。由于瀝青基碳纖維不能牽伸,因此瀝青基碳纖維的性能在紡絲過程中就確定下來了。
在整個生產(chǎn)過程中,PAN基纖維可以承受的重量遠遠超過其自身重量,因此在加工過程中不需要支撐。通常將PAN紡成纖維,然后放在線軸上,將其展開并用張力架牽伸進穩(wěn)定化爐。PAN絲束K數(shù)范圍很大,從1k到600k(原文如此),盡管PAN紡絲工藝也是難以掌握的,但眾所周知,PAN紡絲目前已經(jīng)實現(xiàn)規(guī)模化。
瀝青無法在整個生產(chǎn)過程中承擔自身的重量,因此在加工過程中需要支撐。通常,將瀝青直接紡絲到網(wǎng)帶上,然后將其送入穩(wěn)定化爐。PAN基碳纖維通常是 絲束的形式,而瀝青基碳纖維通常是無紡氈的形式。瀝青基碳纖維也可以加工成絲束,但比PAN基碳纖維的絲數(shù)范圍小很多,通常<2k。與PAN基工藝相比,瀝青的純化過程和紡絲過程非常難以掌握,對這些工藝還需要更好地理解,相應的工藝規(guī)模也還沒有達到PAN基的發(fā)展水平。
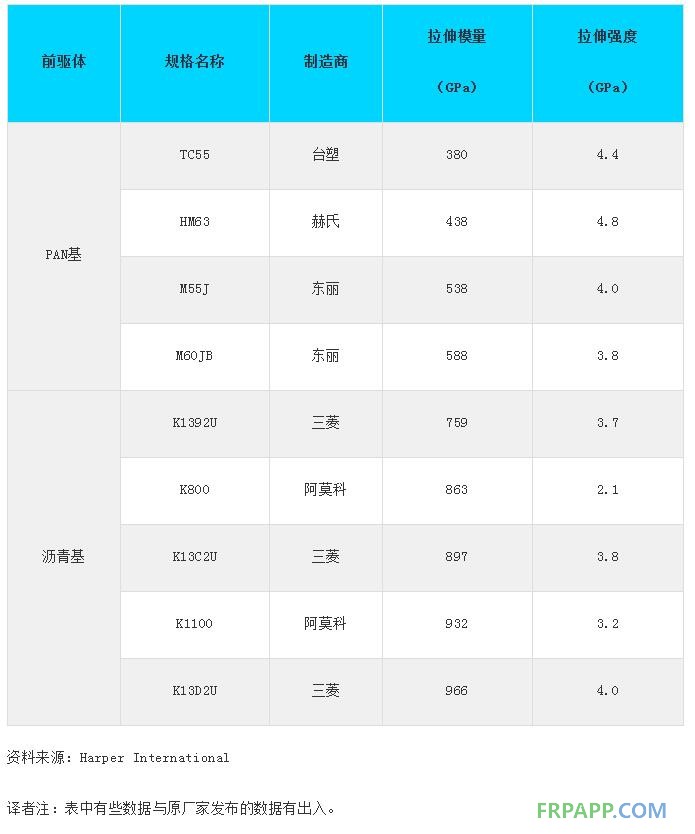
表1列出了一些市售PAN基和瀝青基碳纖維品種,顯示了不同的物理機械性能,尤其是在模量方面。
表1市場上各種碳纖維的機械性能
瀝青前驅體
前驅體瀝青是從石油瀝青、聚氯乙烯或煤焦油中獲得的多環(huán)芳烴。與PAN相比,它價格相對便宜,并且碳纖維碳化收率顯著提高。前驅體瀝青分兩種,各向同性和各向異性(中間相),但是所有瀝青都是從各向同性開始的,通過處理成為中間相,兩種瀝青生產(chǎn)的碳纖維在結構、性能和納米織構方面都有不同[9]。
各向同性瀝青基碳纖維通常是直徑為12~18μm的短切纖維,密度約1.6 g / cm 3,模量低,約40 GPa,導熱系數(shù)低,這是因為其結構取向性較弱且石墨結晶度低。各向同性瀝青型碳纖維的價格具有市場競爭力,同時因其質輕、耐熱、化學穩(wěn)定性和耐磨性好而在工業(yè)領域獲得廣泛應用。
中間相瀝青基碳纖維通常是連續(xù)纖維(約2k長絲)或噴射成無紡氈狀態(tài),長絲直徑為7~10μm,密度為1.7~2.2 g / cm 3,模量在600~965 GPa之間[10]。以瀝青為前驅體制成的大多數(shù)碳纖維都使用中間相瀝青,因為在紡絲過程中可以形成沿纖維軸高度取向的六角平面稠環(huán)微晶結構,從而無需在熱處理過程中進行牽伸[11]。這種高度取向的分子結構和高結晶度可使瀝青基碳纖維的模量比傳統(tǒng)PAN纖維大得多,可以接近理論極限1000GPa。
將瀝青加工成碳纖維
碳纖維的生產(chǎn)過程有機械過程,也有化學過程。圖2是以瀝青為前驅體制備瀝青纖維無紡氈,再經(jīng)碳化爐得到碳纖維無紡氈的工藝示意圖。該示意圖顯示了溶劑化中間相瀝青在熔噴裝置中紡成纖維的過程,說明了紡絲系統(tǒng)與其余工藝設備相比的復雜性。該紡絲系統(tǒng)的主要組件包括瀝青加料裝置、真空排氣口、擠出機、紡絲泵、加壓泵、噴絲頭、過濾器、氣流噴射調節(jié)器、纖維收集器、溫度和壓力系統(tǒng),以及為形成穩(wěn)定化和碳化前驅體所需的真空控制系統(tǒng),該前驅體最終形成碳纖維產(chǎn)品[12]。
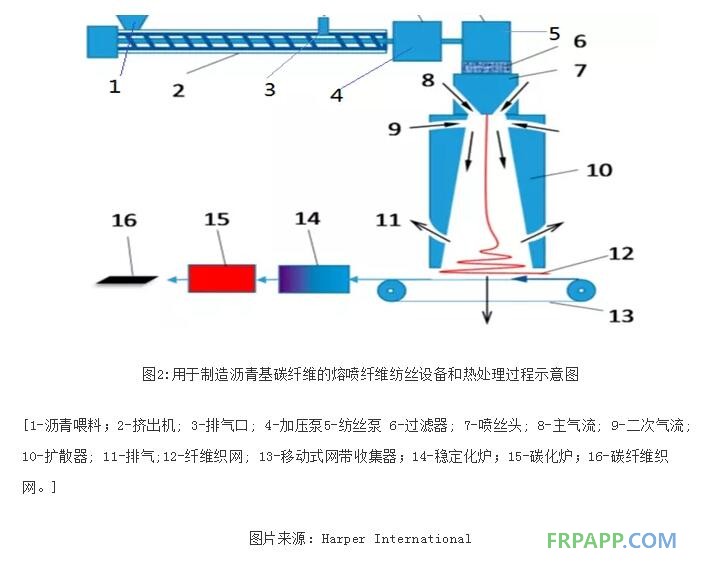
圖2是一個簡單示意圖,在有些情況下,這樣的示意圖可能會讓人們認為用PAN、瀝青或其他前驅體制造碳纖維是很容易的事情。但是,真正行業(yè)內的人士會知道,將任何這些前驅體轉變?yōu)樘祭w維的過程,要比圖2所示的過程復雜得多且需要大量資金。
圖3展示了一套4米寬的用于處理瀝青纖維氈的試驗系統(tǒng)細節(jié)。該示意圖已簡化,僅僅是一個單獨工序的過程,而且還不是對各種瀝青前驅體或工藝都適用的令人滿意的解決方案。示意圖的目的是為說明達到生產(chǎn)規(guī)模工廠所需的設備尺寸。請注意整個示意圖中的“操作員”數(shù)字(高1.8m),以作為實際設備尺寸的參考。作為對照,照片1顯示了Harper 4.0米寬“試驗”規(guī)模系統(tǒng)。

紡絲
各向同性瀝青在高溫下加熱,然后根據(jù)客戶要求過濾并在氮氣中處理一定的時間,以制備具有所需軟化點的碳纖維前驅體。為了確??杉徯?,此步驟至關重要,并能決定所制得瀝青是中間相還是各向同性,然后將所制得瀝青前驅體通過圓形噴絲頭熔噴或熔紡成纖維。
中間相作瀝青可以熔融紡絲,但是由于其流動特性,紡絲過程非常困難,可能需要溶劑,后續(xù)必須將其除去。這被稱為溶劑化的中間相瀝青,與傳統(tǒng)的中間相瀝青不同,溶劑化的中間相瀝青通常由超過70%(體積)的光學各向異性成分組成,添加溶劑可確保中間相瀝青在較低的溫度下易于紡絲。[12、13、14、15]
脫揮發(fā)分和穩(wěn)定化
穩(wěn)定化工藝中的化學反應很復雜,存在多級反應,其中一些可能同時發(fā)生。該工序是為了使纖維內部結構交聯(lián)固定,在碳化過程中不會熔融。
對于溶劑化的中間相瀝青前驅體,脫揮發(fā)分非常重要,這需要可控的再循環(huán)氣氛并回收溶劑。脫揮發(fā)部分的長度方向上有許多非常明顯的控制區(qū)域,區(qū)域內均勻一致的溫度控制以及纖維的加熱速率對于纖維處理至關重要,這些區(qū)域的尺寸和數(shù)量,根據(jù)理想的長度與每個獨立控制區(qū)域所需成本的比較來決定。
碳化
當纖維穩(wěn)定化后,將它們在惰性氣氛爐體中加熱幾分鐘至高溫(> 1250°C)。隨著溫度升高,纖維開始分解除去非碳原子,隨著這些原子的失去,剩下的碳原子形成緊密鍵合的碳晶體,這些晶體幾乎平行于纖維的長軸排列。
討論
以不同的瀝青為前驅體和以PAN為前驅體所面臨的挑戰(zhàn)是不同的,要獲得成功,最重要的是要有一個經(jīng)過深入研究和被充分理解的工藝過程,并且有適用的熱處理工藝和設備材料,以適應不同的前驅體
從小型裝置到大型商業(yè)工廠,都需要高度定制的、開拓性的設備。隨著生產(chǎn)率的提高,停機時間對生產(chǎn)成本的影響也隨之增加,為了防止停機實現(xiàn)成功盈利,穩(wěn)定的生產(chǎn)過程非常重要。這意味著先進的熱流系統(tǒng)、均勻的氣流分布設備以及強大的材料處理系統(tǒng)非常重要。
對于不能支撐自身重量的前驅體(氈或絲束形式),PAN技術是不合適的。Harper可提供內有支撐材料的熱處理設備。但是,必須解決連續(xù)運行狀態(tài)下的“清潔性檢查”問題。對于實驗級規(guī)模,設備應該是連續(xù)的還是間歇批量的呢?即使是間歇小批量的設備,也可能是復雜且昂貴的,該工藝過程應考慮到適應于規(guī)?;徑z工藝所需的時間。
應該考慮,為取得成功哪一個必須的設備是最重要的,通常來說應該是氧化爐。在工藝過程可以實現(xiàn)大規(guī)模紡絲和鋪設之前,可能不需要連續(xù)碳化爐。










 魯ICP備2021047099號
魯ICP備2021047099號