







大批量生產(chǎn)的CFRP前副車架:福特與麥格納國際合作,探索出了一條為滿足一款高產(chǎn)量(20萬輛/年)汽車需求而盡可能多地使用碳纖維復(fù)合材料大批量生產(chǎn)輕質(zhì)汽車前副車架的技術(shù)路線,并揭示了其中的限制條件、挑戰(zhàn)和采取的技術(shù)解決方案(圖片來自麥格納國際)
通過對短切纖維SMC與無卷曲織物SMC進(jìn)行共模塑,福特與麥格納探索了大批量制造汽車底盤前副車架的生產(chǎn)方式。
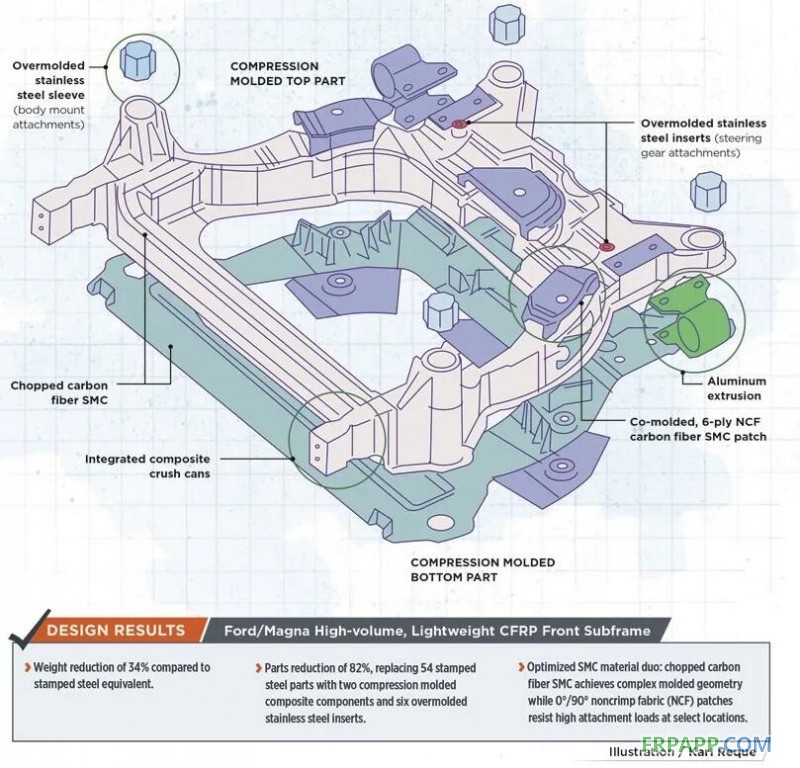
前副車架設(shè)計(jì)圖
幾十年來,碳纖維增強(qiáng)塑料(CFRP)的車身框架/底盤部件一直被用于高端跑車和賽車上。
近年來,CFRP的性能和輕量化特征,使其擴(kuò)展應(yīng)用到了更高產(chǎn)量的車型中,包括寶馬的i3、i8 和7 系,以及奧迪的R8和A8豪華轎車。
然而,這其中的大多數(shù)部件,包括車頂軌和橫梁、下側(cè)門檻、B柱和后壁,采用的都是連續(xù)纖維。
在一個聯(lián)合研究項(xiàng)目中,福特汽車公司與麥格納國際通過對連續(xù)纖維SMC和短切纖維SMC的組合應(yīng)用,開發(fā)了一種由SMC制成的碳纖維復(fù)合材料副車架。
這項(xiàng)應(yīng)用極具新意,因?yàn)樵摳避嚰芪挥谄嚽岸耍糜谥伟l(fā)動機(jī)和底盤部件,包括轉(zhuǎn)向器和用于固定車輪的下控制臂,因而需要承受很高的載荷。
“參與該項(xiàng)目的工程師有幾十名。”麥格納外飾全球創(chuàng)新總監(jiān)Brian Krull介紹說,“我們有結(jié)構(gòu)工程師、制造工程師、測試工程師、產(chǎn)品工程師和計(jì)算機(jī)輔助工程(CAE)專家,并有來自我們的客戶——福特各個部門的支持,包括車輛建模與仿真。”此外,位于多倫多的麥格納復(fù)合材料卓越中心也為此項(xiàng)目提供了支持。“就像我們在Cosma的車身和底盤團(tuán)隊(duì)所做的那樣。”Cosma國際研發(fā)全球總監(jiān)Gabriel Cordoba補(bǔ)充道。
“我們想要探索在高產(chǎn)量的汽車上使用CFRP部件所面臨的挑戰(zhàn)。”福特汽車公司技術(shù)主管David Wagner回憶說,“我們的目標(biāo)是,盡可能多地使用結(jié)構(gòu)CFRP,同時采用能夠適應(yīng)大批量生產(chǎn)(20萬輛/年)要求的制造方法,看看能減輕多少重量,以及其中的限制條件和挑戰(zhàn)是什么。”
從初步討論到完成設(shè)計(jì),該項(xiàng)目歷時一年多。2017年底,原型副車架被交付給福特,并于2018年進(jìn)入測試階段。
重新定義設(shè)計(jì)框架

成型的箱形截面上下兩個部分:通過拓?fù)鋬?yōu)化的空心箱形截面設(shè)計(jì),確保了采用最少的材料提供副車架所需的剛性。上、下兩個部分單獨(dú)成型,然后由粘合劑和鉚釘將它們連接起來(圖片來自麥格納國際)
以福特Fusion車型的沖壓鋼副車架作為基準(zhǔn)。“福特為該項(xiàng)目提供了設(shè)計(jì)空間——車輛級的設(shè)計(jì)輸入,并每周舉行一次設(shè)計(jì)會議。”Wagner說道。
Cordoba解釋說:“然后,Cosma采用了那個包容空間,并開始探索可以達(dá)到的減重效果。我們?nèi)绾胃脑O(shè)計(jì)以適應(yīng)那個空間,同時還能滿足剛性、強(qiáng)度和耐久性要求呢?”
剛性與對應(yīng)的包容空間是早期的挑戰(zhàn)。“當(dāng)由鋼轉(zhuǎn)向復(fù)合材料時,通常會降低模量。”Wagner介紹說,“與基準(zhǔn)尺寸相比,我們對新的設(shè)計(jì)可以改變多少作了定義,并與麥格納分享了初始的拓?fù)鋬?yōu)化。”
拓?fù)鋬?yōu)化(TO)是一種CAE 分析,可在給定設(shè)計(jì)空間內(nèi)優(yōu)化材料的放置,包括載荷、邊界條件和約束條件,并以性能最大化和重量最小化為目標(biāo)。
“我們從我們自己的拓?fù)鋬?yōu)化開始,去理解臨界荷載路徑。”Cordoba介紹說,涉及副車架連接點(diǎn)處的載荷包括:控制臂和發(fā)動機(jī)負(fù)載、道路負(fù)載、發(fā)動機(jī)扭矩扭曲和碰撞要求。
“我們必須看看與鋼相比我們的剛度有何不同,以及我們想要的性能。”Krull回憶道。由于復(fù)合材料提供了樹脂、纖維和纖維取向的多樣化選擇,因此可以特殊訂制其性能。“但與僅向鋼性能中插入屬性相比,這要復(fù)雜得多。”他指出。
“插入屬性(Plugging in properties)”是指將材料數(shù)據(jù)輸入到軟件工具中。
“我們使用了所有的標(biāo)準(zhǔn)軟件,包括用于靜態(tài)分析的Nastran(MSC Software,美國加利福尼亞州Newport Beach)、用于非線性靜態(tài)分析的Abaqus (Dassault Systèmes,美國馬薩諸塞州Waltham)、用于疊層覆蓋仿真的Fibersim (Siemens PLC,美國馬薩諸塞州Waltham)和用于拓?fù)鋬?yōu)化的HyperWorks(Altair Engineering,美國密歇根州特洛伊),以生成用于分析不同負(fù)載情況的有限元模型。”Cordoba說道。
針對不同的載荷、邊界條件和材料進(jìn)行的多次迭代分析,改進(jìn)了副車架模型。Krull表示,他們對許多復(fù)合材料進(jìn)行了評估。“我們開始將模壓成型看作是一種可實(shí)現(xiàn)大批量生產(chǎn)的工藝。”他補(bǔ)充道,“SMC很適合做這個部件,而且我們內(nèi)部已經(jīng)開發(fā)了碳纖維SMC。”
“拓?fù)鋬?yōu)化產(chǎn)生了一種作為最佳解決方案的箱型斷面。” Cordoba回憶說,“當(dāng)我們研究SMC模壓成型工藝時,出現(xiàn)的設(shè)計(jì)是采用兩個部件來做到這一點(diǎn)。”因此,該車架包含單獨(dú)成型的上半部分和下半部分,它們由聚氨酯結(jié)構(gòu)粘合劑和鉚釘連接在一起。
共模塑成型兩種SMC

為抵抗高載荷區(qū)(如上、下兩個部分鉚接和粘接在一起的地方)的高載荷,對無卷曲織物SMC補(bǔ)片的共模塑成型也至關(guān)重要(圖片來自麥格納國際)
麥格納利用其玻璃纖維SMC的開發(fā)經(jīng)驗(yàn)及其收購的一條試生產(chǎn)線,研制了碳纖維SMC。
“我們?yōu)樘幚磉@種SMC用碳纖維而開發(fā)了專有技術(shù),而且發(fā)現(xiàn),我們還能用這條生產(chǎn)線生產(chǎn)無卷曲織物(NCF)。”Krull解釋道。這種材料與預(yù)浸料相似,都是在成型前得到浸潤,但獨(dú)特之處在于,這是在這條SMC生產(chǎn)線上采用同樣的樹脂生產(chǎn)的,因此而稱之為NCF SMC。“當(dāng)我們在改進(jìn)副車架的設(shè)計(jì)分析時,我們使用了這些材料的性能測試結(jié)果。”
采用卓爾泰克(Zoltek)的50K 絲束短切碳纖維和亞什蘭內(nèi)部改性的乙烯基酯樹脂,麥格納配制了EpicBlend SMC。
這種乙烯基酯樹脂對碳纖維具有很好的粘接力并能很好地潤濕它。
這將被用于局部增強(qiáng)并與按0°/90°鋪放的6層NCF SMC 共模塑成型。
該NCF SMC也由麥格納制成,它采用了同樣的乙烯基酯樹脂和卓爾泰克(Zoltek)提供的NCF織物,成型前被裁切成小的補(bǔ)片。
對短纖維SMC和長纖維SMC的組合使用是設(shè)計(jì)的關(guān)鍵,但也是真正的挑戰(zhàn)。
短纖維SMC可實(shí)現(xiàn)復(fù)雜形狀的成型以及對鋼嵌件的包覆成型,以用于發(fā)動機(jī)和轉(zhuǎn)向支架,而NCF補(bǔ)片能夠承受發(fā)動機(jī)和下控制臂固定處的高負(fù)荷。
與沖壓鋼副車架相比,這兩種SMC材料的組合使用減輕了9.3 kg的重量。
“開發(fā)這種用于共模塑的0°/90°SMC 補(bǔ)片花費(fèi)了不少功夫。”Krull回憶說,并指出了在成型過程中實(shí)現(xiàn)這種短切纖維SMC的流動以確保無干點(diǎn)或者無其他質(zhì)量問題地集成NCF補(bǔ)片所需要注意的問題。
螺栓連接

將不銹鋼套筒包覆成型到SMC副車架中,實(shí)現(xiàn)了4個車身安裝連接和兩個轉(zhuǎn)向支座連接(圖片來自麥格納國際)
螺栓連接也是一個問題。“在用螺栓將控制臂和轉(zhuǎn)向器固定到副車架上的地方,復(fù)合材料承受的點(diǎn)載荷很高,達(dá)到80~100kN。”Wagner說。在4個車身安裝連接和兩個轉(zhuǎn)向支架連接的地方,需要將不銹鋼套筒包覆成型到復(fù)合材料部件中。“為了固定,要將每個車身安裝襯套壓入套筒中以實(shí)現(xiàn)過盈配合。”Krull解釋道,“應(yīng)力通過套筒圓周被帶入成型部件中。我們觀察了插入襯套時的力,并將這些輸入計(jì)算機(jī)設(shè)計(jì)模型中。我們還在力學(xué)試驗(yàn)中尋找復(fù)合材料中產(chǎn)生的裂縫,但什么也沒看到。”
Wagner介紹說,使用的螺栓很大,通常是M12和更大的,而且必須擁有緊的位置公差、直徑公差和角度公差。一旦成型并裝配好副車架,就需要進(jìn)行必要的后加工。
測試與團(tuán)隊(duì)合作
2018年,原型副車架得到了測試。
福特完成了部件級別和整車級別的一系列腐蝕性測試,以探索各種緩蝕措施。部件和整車級別的耐久性試驗(yàn)包括石擊試驗(yàn)、螺栓載荷保持試驗(yàn)和高溫循環(huán)試驗(yàn)。對部件的試驗(yàn)包括高周疲勞試驗(yàn)、接頭過載試驗(yàn)、振動和安全試驗(yàn)。
“我們自己測試了原型副車架。”Krull說,“這是由SMC 制成的非常大而復(fù)雜的部件,由共模塑成型工藝制成。為了了解我們還有可能在哪里使用這些材料,我們正在研究如何改變設(shè)計(jì)、成型中的SMC流動以及纖維排列。”
“我們想要了解這類大量使用CFRP的部件的成本動因是什么。”Wagner說,“二次加工是最重要的成本之一。我們需要更富有創(chuàng)造性的思考,以消除部件成型后的加工。”他還表示,最大的挑戰(zhàn)之一是為設(shè)計(jì)而開發(fā)成型部件的絕對材料特性。“我們花費(fèi)大量時間對材料進(jìn)行表征以用于設(shè)計(jì)分析。”他解釋說。
Cordoba說,最大的成就是團(tuán)隊(duì)合作。“不僅與我們的客戶福特之間的合作,還包括全球團(tuán)隊(duì)的合作。”
Wagner贊同說:“這是我們?nèi)绾瓮苿游覀兊墓?yīng)商和我們自己去使用先進(jìn)的輕量化材料的最好例子。”










 魯ICP備2021047099號
魯ICP備2021047099號