






通過開展FlexProCFK和AutoBLADE項(xiàng)目研究,德國(guó)萊布尼茨-漢諾威大學(xué)及其合作伙伴正在為制造復(fù)雜的CFRP部件而開發(fā)一種安裝在機(jī)器人上的鋪層系統(tǒng)。
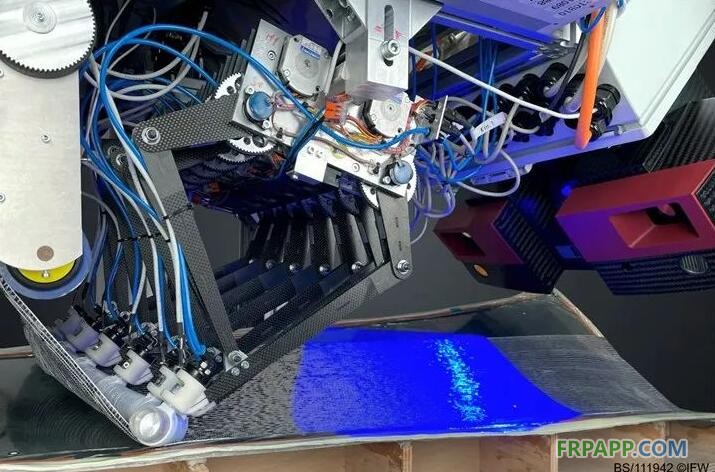
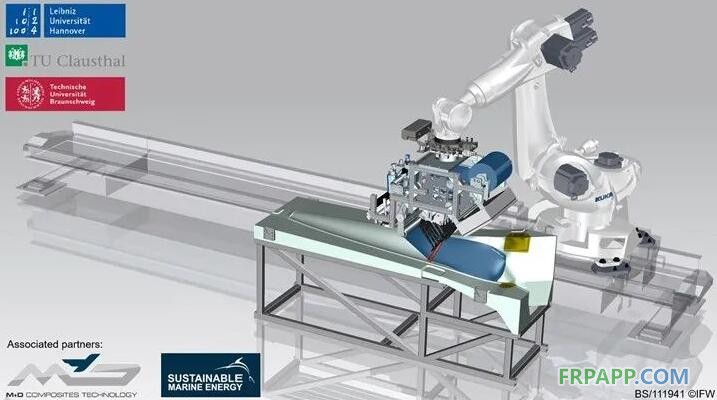
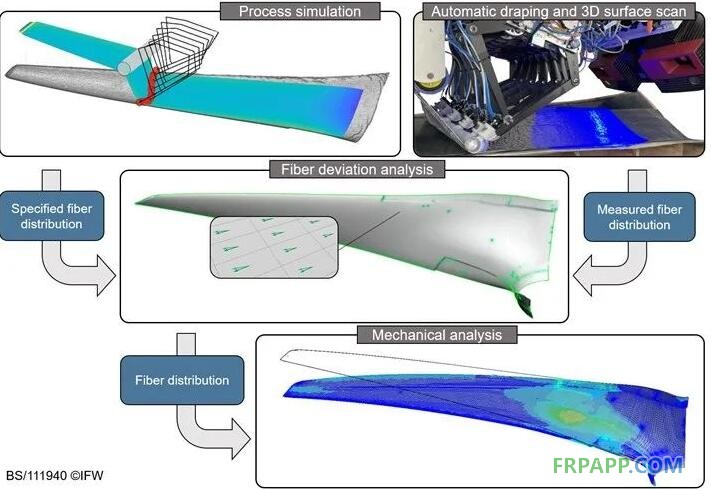
圖1 德國(guó)萊布尼茨-漢諾威大學(xué)生產(chǎn)工程和機(jī)床研究所(簡(jiǎn)稱IFW)通過FlexProCFK項(xiàng)目研究為干纖維鋪層而開發(fā)了一種自動(dòng)化的懸垂系統(tǒng)。在目前的AutoBLADE項(xiàng)目中,IFW正在一副潮汐轉(zhuǎn)子葉片模具上驗(yàn)證這項(xiàng)技術(shù)。這項(xiàng)試驗(yàn)的重點(diǎn)是,根據(jù)模具形狀來測(cè)量變形,并實(shí)現(xiàn)精確鋪層。一臺(tái)GOM公司的Atos測(cè)量系統(tǒng)(圖中右側(cè)紅色)通過3D掃描來捕獲懸垂材料上的數(shù)據(jù),采用IFW內(nèi)部開發(fā)的計(jì)算方法即可確定已鋪放材料中的纖維取向(圖片來自IFW)
干纖維織物如非卷曲織物(NCF)在復(fù)合材料制造中很受歡迎,因?yàn)榕c預(yù)浸料相比,它們相對(duì)便宜,便于儲(chǔ)存和運(yùn)輸,且可以通過多種方法進(jìn)行加工。然而,按復(fù)雜的部件形狀來懸垂干織物卻非常困難,常常導(dǎo)致褶皺或起皺。德國(guó)萊布尼茨-漢諾威大學(xué)生產(chǎn)工程和機(jī)床研究所(簡(jiǎn)稱IFW)正在開展的研究,旨在采用一個(gè)安裝在機(jī)器人上的模塊化懸垂系統(tǒng)來簡(jiǎn)化這項(xiàng)工藝并實(shí)現(xiàn)自動(dòng)化的操作,到目前為止,這項(xiàng)技術(shù)已在航空部件和潮汐能部件的制造中得到了驗(yàn)證。
FlexProCFK:開發(fā)一種自動(dòng)化的懸垂系統(tǒng)
FlexProCFK是一項(xiàng)為期4年的項(xiàng)目,起止時(shí)間是2016年至2020年,參與者包括來自IFW、德國(guó)克勞斯塔爾工業(yè)大學(xué)高分子材料及塑料工程研究所(簡(jiǎn)稱PuK)以及德國(guó)布倫瑞克工業(yè)大學(xué)飛機(jī)設(shè)計(jì)和輕量化結(jié)構(gòu)研究所(簡(jiǎn)稱IFL)的研究人員們。所有的研究小組都在位于德國(guó)Stade的CFK Nord研究中心開展工作。該項(xiàng)目獲得了歐洲地區(qū)發(fā)展基金的資助,目標(biāo)是為擁有復(fù)雜形狀的部件開發(fā)一種能夠連續(xù)濕法懸垂干織物的技術(shù)。
據(jù)IFW的CFRP生產(chǎn)技術(shù)助理研究員Simon Werner介紹,該項(xiàng)目是受IFL正在開展的航空部件設(shè)計(jì)研發(fā)的啟發(fā)而啟動(dòng)的。他說:“我們的合作伙伴采用一種整體的網(wǎng)格加強(qiáng)概念,為飛機(jī)機(jī)身開發(fā)了一種新的、非常規(guī)的結(jié)構(gòu)概念?;鞠敕ㄊ?,創(chuàng)造一種仿生形狀,僅需一個(gè)熱壓罐循環(huán)周期就能將其制造出來,這意味著機(jī)身蒙皮及加強(qiáng)結(jié)構(gòu)在一個(gè)工藝步驟中即能被制造出來。但那時(shí),還沒有自動(dòng)化的生產(chǎn)工藝能夠直接將加強(qiáng)結(jié)構(gòu)構(gòu)建到機(jī)身蒙皮上。”
與此同時(shí),IFW 已經(jīng)在研究自動(dòng)化的鋪層概念,而且在IFW與IFL成功合作之后,IFW的Werner及其團(tuán)隊(duì)被納入到了FlexProCFK項(xiàng)目之中,以針對(duì)IFL的機(jī)身設(shè)計(jì)來改進(jìn)其自動(dòng)化的鋪層概念。在接下來的幾年里,IFW團(tuán)隊(duì)開發(fā)了新的生產(chǎn)技術(shù),同時(shí)其合作伙伴PuK研究了符合設(shè)計(jì)要求的可懸垂織物以及與之相結(jié)合的樹脂浸漬。
具體來說,F(xiàn)lexProCFK項(xiàng)目致力于開發(fā)一種自動(dòng)化的工藝,通過在放置于蒙皮上的雙曲面泡沫芯材上鋪放增強(qiáng)織物,來將加強(qiáng)件直接集成到機(jī)身蒙皮上。作為一種更經(jīng)濟(jì)的材料選擇,使用干織物結(jié)合在線浸漬樹脂而不是使用傳統(tǒng)的預(yù)浸料,也為結(jié)構(gòu)設(shè)計(jì)提供了更高的幾何自由度。
研究人員們開發(fā)的這種模塊化的懸垂系統(tǒng)包括3個(gè)步驟:首先,將織物切割成與加強(qiáng)件形狀相符的所需形狀,接著是第二步,通過噴嘴用熱固性樹脂對(duì)織物進(jìn)行浸漬。對(duì)于FlexProCFK項(xiàng)目而言,需要在鋪層前,將一種單組分的環(huán)氧樹脂噴到織物的一面上。
圖2 該仿真顯示了處在生產(chǎn)環(huán)境中的IFW的自動(dòng)化懸垂系統(tǒng)模塊。安裝在機(jī)器人手臂上的鋪放頭將干織物鋪放到形狀復(fù)雜的模具型腔中。此圖中的模具被AutoBLADE項(xiàng)目用于生產(chǎn)一種2m長(zhǎng)的潮汐渦輪轉(zhuǎn)子葉片(圖片來自IFW)
“一開始,我們想讓織物完全浸透,并實(shí)現(xiàn)纖維和樹脂的均勻分布。”Werner說道,“然而,在鋪層過程中使用液態(tài)樹脂被證明很難控制,而且如果樹脂接觸到機(jī)器就很難將其去除掉。”他表示,實(shí)驗(yàn)室研究表明,只在部件的一面應(yīng)用樹脂,然后在熱壓罐中固化,就可以實(shí)現(xiàn)充分的浸潤(rùn)。“所以,我們只在織物的底部噴樹脂,然后使之懸垂并固結(jié)到泡沫芯材上。這為粘接帶來了額外的好處,織物能很好地粘接到芯材上。”Werner解釋道。
浸漬樹脂后,一個(gè)安裝在機(jī)器人手臂上的懸垂裝置將浸漬的織物鋪放到位于機(jī)身蒙皮頂部的泡沫芯材加強(qiáng)件的頂部。該懸垂裝置由一根分成6個(gè)可以獨(dú)立加壓的氣動(dòng)部分的硅膠管以及7個(gè)用來定位管子的剪刀形運(yùn)動(dòng)臂組成。根據(jù)部件的形狀,利用Matlab軟件即可生成管子沿鋪層表面的最終形狀和運(yùn)動(dòng)。
Werner介紹說,設(shè)計(jì)整個(gè)系統(tǒng)面臨的一大挑戰(zhàn)是,確保硅膠管可以讓織物的整個(gè)表面保持同等的張力,并同時(shí)固結(jié),以避免起皺和壓痕。管子被開發(fā)成一種特殊的形狀——他稱之為“懸垂的樣條”,這樣就能確保在織物的寬度上保持同樣的張力。
最后,在懸垂過程完成后,就可以準(zhǔn)備將此結(jié)構(gòu)放入真空袋中,進(jìn)行熱壓罐固化。
FlexProCFK項(xiàng)目的最終成果是,獲得了自動(dòng)懸垂系統(tǒng)的原型樣機(jī)。已于2021年春季開始的下一個(gè)項(xiàng)目名為AutoBLADE,目的是在實(shí)際應(yīng)用中試用該系統(tǒng)。
AutoBLADE:實(shí)現(xiàn)浸漬轉(zhuǎn)子葉片的優(yōu)化制造
由IFW領(lǐng)導(dǎo)的第二個(gè)項(xiàng)目,同樣獲得了歐洲地區(qū)發(fā)展基金的資助,計(jì)劃從2021年4月開始,至2022年7月結(jié)束,為期18個(gè)月。在AutoBLADE項(xiàng)目中,IFW再一次與PuK和IFL展開了合作,同時(shí)還吸納了其他一些行業(yè)合作伙伴參與,包括德國(guó)M&D Composites Technology公司和德國(guó)Schottel Hydro公司(現(xiàn)在是Sustainable Marine Energy公司的一部分)。
“AutoBLADE基本上是FlexProCFK項(xiàng)目的延續(xù)。”IFW的助理研究員及AutoBLADE項(xiàng)目中由IFW負(fù)責(zé)的子項(xiàng)目的領(lǐng)導(dǎo)人Marco Bogenschütz說道。這一次,IFW與水動(dòng)力和潮汐能系統(tǒng)的制造商Schottel Hydro公司合作,研究如何將其自動(dòng)化的懸垂系統(tǒng)原型用于長(zhǎng)約2.5m、寬約400mm的潮汐渦輪轉(zhuǎn)子葉片的生產(chǎn)之中。M&D Composites Technology公司設(shè)計(jì)了鋁制的葉片模具,該模具配有加熱系統(tǒng),可以改善樹脂的浸潤(rùn)和后固化效果(如圖1和圖2所示)。Bogenschütz表示,該項(xiàng)目的部分目標(biāo)是,找出在未來項(xiàng)目中尚需改進(jìn)之處,最終目標(biāo)是,從鋪層速度和部件尺寸方面擴(kuò)大生產(chǎn)規(guī)模,以實(shí)現(xiàn)風(fēng)力渦輪機(jī)葉片和其他大型結(jié)構(gòu)的低成本生產(chǎn)。“通過AutoBLADE項(xiàng)目,我們想要找出我們的技術(shù)存在的局限性。”他表示。
AutoBLADE項(xiàng)目的一個(gè)關(guān)鍵在于系統(tǒng)的鋪層速度。Werner表示:“相比FlexProCFK項(xiàng)目,渦輪葉片的形狀沒那么復(fù)雜,因此,在此項(xiàng)目中我們應(yīng)該能夠?qū)崿F(xiàn)更高的鋪層速度。”
圖3 為AutoBLADE項(xiàng)目而開發(fā)的工藝在很大程度上是通過過程仿真和分析得到的。針對(duì)每一次鋪層試驗(yàn),首先采用Matlab軟件進(jìn)行虛擬仿真,然后在實(shí)際鋪層中利用一個(gè)3D表面掃描儀進(jìn)行掃描。利用掃描獲得的數(shù)據(jù),可以計(jì)算出鋪放在葉片形狀上的各層貼片的纖維取向,從而可以確定出實(shí)際的纖維角度與設(shè)計(jì)時(shí)假設(shè)的纖維角度之間的偏差,然后用有限元仿真來研究纖維角度偏差對(duì)轉(zhuǎn)子葉片力學(xué)性能的影響(圖片來自IFW)
這個(gè)新項(xiàng)目需要在此過程中做一些改變,以使IFW 團(tuán)隊(duì)展示他們的技術(shù)可以實(shí)現(xiàn)訂制化,比如,鑒于FlexProCFK 項(xiàng)目中的航空示范部件是通過采用熱壓罐來固化噴涂了樹脂的織物預(yù)成型件而被制成,因此在AutoBLADE項(xiàng)目中,只有先采用一種粘結(jié)劑對(duì)干的纖維預(yù)成型進(jìn)行處理后,才能將其鋪放到模具中,然后采用真空灌注的方式對(duì)其浸漬樹脂。Bogenschütz表示,這種變化,解決了FlexProCFK項(xiàng)目團(tuán)隊(duì)在自動(dòng)鋪層過程中噴涂液態(tài)樹脂時(shí)遇到的問題。此外,AutoBLADE 項(xiàng)目還在研究對(duì)單向和雙向非卷曲織物的應(yīng)用。
Bogenschütz解釋說,該項(xiàng)目涉及3個(gè)主要部分(如圖3所示)。首先,該團(tuán)隊(duì)要與合作伙伴一起,描述部件的參數(shù)和要求,并確定一種評(píng)價(jià)方法。“AutoBLADE項(xiàng)目的第一部分基本上是關(guān)于如何測(cè)量我們鋪放的纖維的取向。”Werner解釋道。在鋪層過程中,利用有限元模型來預(yù)測(cè)織物的行為,然后在實(shí)際的鋪層試驗(yàn)中利用一臺(tái)德國(guó)GOM公司的Atos 3D掃描儀來捕獲數(shù)據(jù),利用這些數(shù)據(jù),AutoBLADE項(xiàng)目團(tuán)隊(duì)就能計(jì)算出已經(jīng)鋪放好的織物中的纖維取向,由此可以確定實(shí)際鋪層與模型之間是否存在偏差。這種評(píng)估方法也將有助于提高鋪層質(zhì)量,這不僅包括形狀,還包括纖維結(jié)構(gòu)。
第二,2021年夏季,研究人員們開始自己做懸垂試驗(yàn):首先根據(jù)Schottel Hydro公司提供的部件形狀來制作模具,然后使用自動(dòng)懸垂系統(tǒng)原型進(jìn)行鋪層試驗(yàn)。Bogenschütz表示,目前鋪層試驗(yàn)正在進(jìn)行之中,以用不同的材料樣品來測(cè)試這項(xiàng)技術(shù),并用粘結(jié)劑來將干的纖維織物固定到位。這些材料樣品包括擁有不同粘結(jié)劑百分含量的單向(0°)、雙向(±45°和0°/90°)非卷曲織物。
第三步是,將為成品的轉(zhuǎn)子葉片開發(fā)一種優(yōu)化的生產(chǎn)工藝。
除AutoBLADE項(xiàng)目外,Bogenschütz和Werner還希望能夠針對(duì)更大型的部件以及其他領(lǐng)域的應(yīng)用需求,來繼續(xù)優(yōu)化和完善這種自動(dòng)懸垂工藝。










 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)